A digital twin is a promise: that a complex thing in the real world can be mirrored well enough in the digital world to be tested, questioned, improved—and understood. This diagram frames how that promise becomes teachable. The inputs bring in the raw story (educational content and authentic industry scenarios), while the controls act like a compass—curriculum frameworks keep the journey purposeful, and evaluation methods ensure the learning isn’t just interesting but measurable. Inside the central function, students learn to move between worlds: they model, simulate, compare, recalibrate, and gradually develop the instinct for what data is worth trusting and what assumptions must be challenged. The mechanisms—simulation platforms and data-integration tools—make the learning tangible, turning theory into a working sandbox where systems behave, drift, and respond. The outputs are therefore more than certificates: they are technologists who can think in feedback loops, work with simulations responsibly, and use a twin not as a gimmick, but as a disciplined way to reason about reality.
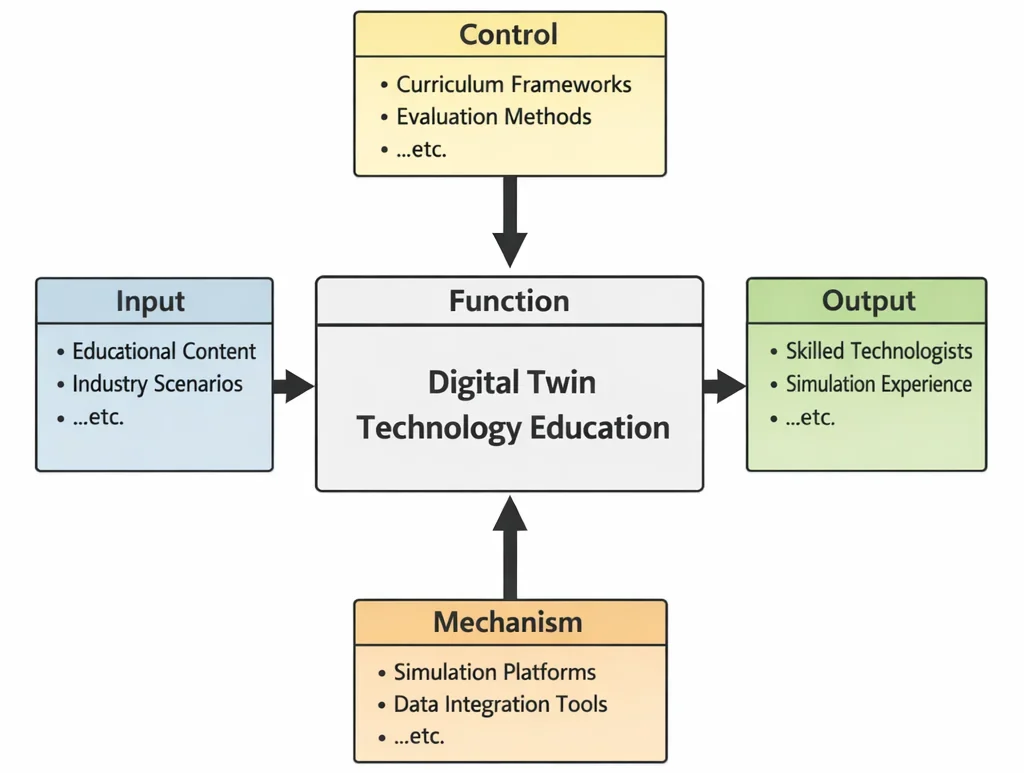
This IDEF0 (Input–Control–Output–Mechanism) diagram presents Digital Twin Technology Education as a structured learning system. Inputs on the left—such as educational content and industry scenarios—provide the substance learners work with. Controls at the top—curriculum frameworks and evaluation methods—shape scope, pacing, and standards for assessing competence. The central function, Digital Twin Technology Education, transforms these elements into capability through sequenced instruction and applied learning. Outputs on the right highlight intended results, including skilled technologists and meaningful simulation experience. Mechanisms at the bottom—simulation platforms and data integration tools—supply the technical environment that makes “twinning” concrete, letting students connect models, data, and behavior in a realistic workflow.
Digital Twin Technology is revolutionizing the future of industrial innovation by enabling real-time digital replicas of physical systems, processes, or products. This convergence of high-resolution simulation, continuous sensor data acquisition, and intelligent analytics platforms is becoming a cornerstone of modern Industrial and Manufacturing Technologies. Digital twins serve not merely as static models, but as dynamic, learning systems that synchronize virtual constructs with real-world behavior in real time. This alignment empowers engineers, managers, and operators to predict performance, identify inefficiencies, simulate scenarios, optimize operations, and prevent costly downtime throughout the product lifecycle—from conceptualization to decommissioning.
At the early stages of product design, advanced tools such as Mechanical Design and Computer-Aided Design (CAD) enable detailed virtual schematics that serve as the foundation for digital twin development. These models incorporate parametric constraints, geometry, motion behavior, and material properties. When coupled with real-time feedback mechanisms from Industrial Automation and Robotics, digital twins evolve into predictive environments capable of testing responses under varying conditions, such as thermal stress, vibrational loads, and mechanical wear. These simulations reduce the need for physical prototyping and allow rapid iteration.
Integration with Computer-Integrated Manufacturing (CIM) systems enables a seamless data thread between design and production, with feedback loops continuously refining product quality and production speed. In these scenarios, the digital twin functions as a bridge across domains—design, materials, logistics, and production control—creating a truly interconnected manufacturing ecosystem.
As industries shift toward customization and agility, coupling digital twins with Additive Manufacturing (3D Printing) and Advanced Materials and Manufacturing Technologies facilitates on-demand production, tailored design changes, and rapid development cycles. Real-time sensor inputs allow virtual models to adapt to changes in material performance, enabling optimization of form, fit, and function before physical realization. As the system learns from operational feedback, it continuously improves Manufacturing Quality Control and Assurance protocols, while refining Manufacturing Process Design and Optimization strategies for efficiency and reliability.
In the context of Smart Manufacturing and Industry 4.0, digital twins are pivotal enablers of intelligent systems. They allow factories to model complex behaviors, simulate production bottlenecks, and self-correct deviations through AI-driven analytics. Real-time dashboards visualize performance trends, while predictive alerts identify failure points before breakdowns occur. Digital twins thus increase agility, scalability, and resilience of manufacturing networks. When applied to Sustainable Manufacturing, they reduce environmental footprints by optimizing energy use, minimizing waste, and reducing dependency on physical trial-and-error methods.
Advanced sectors such as Automotive Engineering and Biomechanical Engineering increasingly rely on digital twins for rigorous stress testing, fluid-structure interaction modeling, fatigue prediction, and virtual crash simulations. These capabilities enable safer designs, faster regulatory compliance, and cost-effective innovation. In Supply Chain Management, digital twins extend beyond products to simulate logistics networks, resource flow, and demand variability, enabling more robust planning, cost reduction, and dynamic responsiveness to global disruptions.
On the factory floor, digital twin systems monitor Energy and Resource Efficiency in Manufacturing to identify areas of excess consumption and suggest energy-saving alterations in real time. In ergonomics-focused environments, models drawing on data from Human Factors and Ergonomics in Manufacturing assess workstation layout, task motion, and interface design to reduce fatigue and injury while improving human-machine interaction.
From an engineering theory perspective, the functionality of digital twins is underpinned by sound mathematical and physical principles. In Control Systems in Mech Engineering, feedback loops and system stability are central to simulating dynamic behaviors accurately. The fields of Fluid Mechanics and Hydraulics, Thermodynamics and Heat Transfer, and Solid Mechanics in Mechanical Engineering provide the laws governing flow, heat exchange, and structural responses—elements that digital twins replicate with increasing precision.
For specialized materials, the interaction of nanoscale properties and macro-performance is modeled within Nanotechnology and Advanced Materials in Mech Eng. Understanding how materials deform, resist wear, or conduct heat at different scales enhances predictive modeling and material selection. Meanwhile, synchronization between physical robots and virtual agents in Robotics and Automation in Mech Eng supports adaptive control, trajectory planning, and collaborative task execution within smart factories.
In conclusion, digital twin systems unify diverse engineering domains by forming a real-time, evolving feedback interface between the physical and digital worlds. They offer an intelligent backbone for diagnostics, optimization, and innovation across every stage of production. Their incorporation into Manufacturing and Production Engineering exemplifies a broader movement toward data-centric, agile, and predictive ecosystems capable of responding to the demands of a rapidly changing technological landscape.

Case Study 1: NASA and the Pioneering Use of Digital Twin Technology
Project Overview: NASA is widely credited as one of the original developers and adopters of digital twin technology. The concept was born from the agency’s need to monitor and simulate the health of spacecraft during critical missions—most notably during the Apollo 13 crisis in 1970. At its core, a digital twin at NASA refers to a virtual replica of a physical system—whether it’s a rocket engine, space station module, or entire spacecraft—constantly updated with real-time sensor data to provide operational insight, diagnostic feedback, and predictive analytics. Over time, the technology has evolved from conceptual modeling to highly integrated, AI-assisted simulation platforms deployed across NASA’s missions.
Origins and Evolution of Digital Twins at NASA
The Apollo program provided an early precursor of digital twin thinking, as NASA engineers on Earth used simulators and telemetry data to mirror the state of the Apollo 13 spacecraft and devise solutions remotely. Although not termed a “digital twin” at the time, this technique of real-time modeling, adjustment, and verification laid the foundation for modern digital twin methodologies.
By the 2010s, NASA formalized its use of digital twins as part of its Integrated Systems Health Management (ISHM) initiative. The goal was to create dynamic digital models of complex space assets—engines, environmental control systems, navigation subsystems—that could operate in parallel with physical systems during development, testing, and mission execution.
Key Applications Across NASA Missions
- Spacecraft and Satellite Design: NASA uses digital twins to simulate entire spacecraft systems before any physical prototype is built. These simulations evaluate thermal, structural, aerodynamic, and electromagnetic behaviors in varying space conditions. By doing so, NASA can identify potential points of failure, design inefficiencies, or unsafe operations—well before launch.
- Launch and Reentry Simulation: Digital twins model dynamic launch conditions and reentry phases, helping predict how components will respond to thermal loads, mechanical stresses, and vibration forces. In the Space Launch System (SLS) project, real-time data from test firings and launch events are fed into the digital twin to calibrate system performance expectations.
- Health Monitoring and Predictive Maintenance: For assets like the International Space Station (ISS) and Mars rovers, NASA employs digital twins to monitor system health continuously. AI algorithms interpret sensor data, compare it against the twin’s models, and flag deviations that suggest deterioration or failure risk. For instance, a twin of the Environmental Control and Life Support System (ECLSS) on the ISS helps manage life-critical air and water systems proactively.
- Deep Space Missions and Robotics: In missions to Mars and beyond, communication delays make remote manual operation difficult. NASA uses digital twins of robotic systems—like the Perseverance rover or proposed lunar habitats—to simulate autonomous decision-making. These twins allow Earth-based teams to assess rover conditions, test maneuver options, and optimize energy use without waiting for round-trip communication.
Enabling Technologies and Integration Architecture
NASA’s digital twins are built on a layered architecture comprising simulation models, sensor networks, telemetry systems, data analytics platforms, and AI modules. Central components include:
- Physics-Based Modeling: Multiphysics simulation engines (like finite element analysis and computational fluid dynamics) form the foundation for replicating space conditions accurately.
- High-Fidelity Sensor Integration: Sensors embedded in spacecraft continuously transmit data (e.g., temperature, vibration, voltage, chemical composition), updating the twin in real time.
- Digital Thread Infrastructure: NASA implements a “digital thread” that links each phase of the system lifecycle—from design and assembly to testing, launch, operation, and decommissioning—into a unified traceable data stream.
- AI and Machine Learning: NASA uses ML models for anomaly detection, failure prediction, and system optimization. These models continuously learn from both physical performance data and simulated scenarios to improve operational accuracy.
Major Benefits Observed
- Risk Mitigation: Digital twins allow pre-emptive detection of failures in mission-critical systems, reducing the chance of catastrophic events and increasing crew safety.
- Cost Reduction: By catching design issues before physical prototypes are built or launched, NASA significantly cuts down on trial-and-error development costs and mission delays.
- Mission Extension: For long-term assets like the ISS or Mars rovers, digital twins contribute to extending operational life by supporting condition-based maintenance strategies.
- Training and Simulation: Astronauts and mission operators use virtual twins to rehearse emergency procedures and validate mission protocols in safe, controlled environments.
Case Example: Twin of the Orion Spacecraft
One of NASA’s most advanced digital twins is the virtual model of the Orion spacecraft used for the Artemis missions. This twin simulates thermal protection system wear during reentry, internal cabin climate regulation, propulsion stability, and communication link integrity. It draws data from over 2000 onboard sensors and feeds performance insights to mission controllers and ground engineers in real time. In test flights, the Orion twin has already proven instrumental in diagnosing in-flight anomalies that would otherwise have required extensive post-mission data analysis.
Long-Term Vision and Research
NASA envisions future digital twins that go beyond system diagnostics to support autonomous reasoning and adaptive mission control. In research partnerships with academia and industry, it is developing cognitive twins—AI-enhanced versions capable of learning from historical patterns and suggesting optimal actions. These systems are essential for missions where human intervention is not immediately possible, such as asteroid mining, deep space probes, or lunar base management.
NASA is also investigating how digital twins can be synchronized across multiple vehicles and systems in a mission—creating a “mission twin” that represents an entire operational ecosystem, including launch vehicles, habitats, drones, and communication relays.
Collaborations and Cross-Sector Impact
NASA’s pioneering role in digital twin development has influenced many sectors, including aerospace, automotive, healthcare, and energy. Collaborations with NASA Ames Research Center have produced public-domain tools and models for broader use. The agency also partners with defense contractors, universities, and tech firms to refine simulation environments and scale digital twin applications to larger systems.
Lessons Learned and Broader Implications
- Integration is Key: A successful digital twin program depends on seamless data integration, model calibration, and real-time feedback loops. Fragmented data environments weaken the twin’s reliability and usefulness.
- Digital Twins as Living Systems: NASA treats its digital twins as “living” entities that evolve with each update, mission outcome, or anomaly recorded. Maintaining this dynamic quality is essential for long-term mission reliability.
- Scaling and Complexity: As systems grow in complexity—from single engines to entire missions—the scalability and interoperability of digital twin platforms become crucial design considerations.
Conclusion:
NASA’s trailblazing work in digital twin technology has transformed the landscape of aerospace engineering and space exploration. By integrating high-fidelity simulations with real-time data and intelligent analytics, NASA has demonstrated the profound potential of digital twins to improve mission safety, reduce costs, and enable autonomous operations in the most extreme environments. The agency’s ongoing research continues to push the boundaries of what digital replicas can do—laying the groundwork not only for future lunar and Martian expeditions, but also for innovations across industry, science, and engineering worldwide.

This digital illustration showcases NASA’s pioneering use of Digital Twin Technology in aerospace engineering. The image depicts a real-world spacecraft mirrored by a virtual replica within a simulation environment, linked through dynamic data feeds. Engineers and AI-powered systems analyze the digital model to predict malfunctions, assess thermal and structural stress, and optimize flight performance. This fusion of physical telemetry and real-time virtual modeling allows for early detection of anomalies, reduced mission risk, and enhanced reliability for both crewed and uncrewed missions. NASA’s approach exemplifies how digital twins can revolutionize asset management in extreme environments.
📘 Case Study 2: China – Integrating Digital Twin Technology into Smart Manufacturing Education and Industrial Strategy
Overview: In the last decade, China has emerged as a frontrunner in the global implementation of Digital Twin Technology, weaving it into the core of its national education and industrial modernization policies. Leveraging public–private partnerships, government funding, and a proactive reform in engineering curricula, China’s strategy goes beyond isolated pilot programs to embrace system-wide integration across universities, research centers, and manufacturing hubs. This case study explores how digital twins are embedded into China’s educational fabric and industrial backbone to cultivate a future-ready, high-tech workforce capable of driving intelligent manufacturing.
Strategic Government Initiatives and National Roadmaps
China’s blueprint for industrial modernization is heavily guided by state-led strategies such as Made in China 2025 and the subsequent Industrial Internet 2030 initiative. These plans emphasize smart manufacturing, digital infrastructure, and cyber-physical systems. Digital twin technology is promoted not only as a productivity tool but as a foundational platform for achieving operational visibility, resource efficiency, and intelligent decision-making in manufacturing.
Under these national plans, the Ministry of Industry and Information Technology (MIIT), the Ministry of Education, and provincial authorities fund demonstration zones where universities collaborate directly with companies to pilot large-scale digital twin applications. These zones focus on integrating simulation, AI, and real-time sensor feedback across sectors such as automotive, aerospace, semiconductors, and medical devices.
University–Industry Collaboration and Innovation Hubs
Central to China’s digital twin ecosystem is the establishment of university-industry collaboration networks. Flagship universities—including Shanghai Jiao Tong University, Tsinghua University, and Zhejiang University—host advanced simulation labs co-developed with industrial giants like Huawei, Siemens China, and China Aerospace Science and Technology Corporation (CASC).
These digital twin labs simulate end-to-end industrial environments, including real-time data visualization of robotic arms, 3D-printed components, conveyor belts, and thermal systems. University students engage in hands-on activities that mimic live production environments, enabling them to test optimization models, predictive algorithms, and process control mechanisms. These “learning factories” use cloud platforms such as Huawei’s FusionPlant or Siemens’ MindSphere to synchronize virtual twins with physical systems.
The collaboration also includes shared research programs on topics such as cyber-physical system reliability, human–machine interaction, and AI-enhanced predictive maintenance. Industry professionals frequently mentor student teams and offer internships that focus on digital twin implementation in real-world supply chains.
Curriculum Transformation and Hands-On Learning Models
China’s universities have undergone sweeping reforms in engineering education to integrate digital twin technology directly into the curriculum. These changes are aligned with the national “New Engineering Education” reform initiative, which encourages interdisciplinary learning, practice-oriented training, and digital competency development. Undergraduate and postgraduate students now follow modular curricula that cover:
- Modeling and Simulation: Students are trained to construct high-fidelity digital twins of CNC machines, autonomous vehicles, HVAC systems, and smart grids using CAD/CAM software and Finite Element Analysis (FEA).
- IoT and Sensor Fusion: Real-time data from sensors (e.g., temperature, pressure, vibration) are streamed into simulation environments to calibrate and validate digital models continuously.
- Cloud Platforms and Edge Computing: Courses teach deployment of digital twins using platforms like Huawei’s FusionPlant and Alibaba Cloud, focusing on latency management and cybersecurity.
- AI Integration: Predictive maintenance, root-cause analysis, and real-time optimization are taught using machine learning libraries and neural network architectures.
- Capstone Projects: Multidisciplinary teams collaborate with companies to solve real industrial problems using digital twin pipelines—from system design and simulation to deployment and performance monitoring.
For example, a capstone project at Tsinghua University required students to develop a digital twin of a medical device sterilization chamber. The model incorporated live sensor feedback to control temperature and humidity, ensuring sterilization standards were met while minimizing energy use. The system was later adopted by a domestic medical equipment supplier, demonstrating immediate industrial impact.
Skills Development and Employment Outcomes
The integration of digital twin technology into education has had a transformative effect on the readiness of Chinese graduates. According to internal studies from the Ministry of Education, over 70% of engineering graduates with digital twin experience secured employment in smart manufacturing firms within three months of graduation. Key skills valued by employers include:
- Design and integration of cyber-physical systems using open-source and proprietary tools.
- Proficiency in real-time control systems and digital thread architecture.
- Use of AI and machine learning to monitor system degradation and optimize processes.
- Project management and interdisciplinary collaboration with software, electronics, and mechanical teams.
Additionally, many graduates enter the workforce as system architects, digital innovation managers, or R&D engineers, reflecting a shift toward higher-value roles in China’s smart factory landscape. The close alignment between academic training and industrial demand has created a talent pipeline that supports the rapid scaling of Industry 4.0 systems.
Policy Framework and Institutional Support
The success of China’s digital twin education initiative is anchored in its policy coherence and government-led coordination. Under the “Made in China 2025” blueprint and the Ministry of Industry and Information Technology’s (MIIT) digital transformation roadmap, multiple policy levers have been mobilized to support digital twin integration in education and industry:
- Infrastructure Grants: Government funding supports the construction of virtual laboratories, high-performance computing clusters, and 5G-enabled testbeds across key technical institutions.
- Standards and Accreditation: Curriculum modules and digital twin lab capabilities are benchmarked against national education standards, with performance-based incentives for institutions that lead in innovation.
- Private Sector Involvement: Companies such as Huawei, Tencent, and Siemens China have been incentivized to co-develop teaching materials, offer internships, and share proprietary digital platforms with universities.
- National Competitions: China hosts annual “Digital Twin Innovation Challenges” where university teams solve industry-aligned problems—e.g., optimizing robotic path planning or creating twins for complex logistics systems—under the guidance of mentors from MIIT and enterprise partners.
These mechanisms ensure consistent investment, knowledge flow, and curriculum modernization across regions and institution types. Additionally, Chinese think tanks and policy institutes conduct foresight research to adapt digital twin education to emerging areas such as green manufacturing, autonomous transport, and AI-governed production ecosystems.
Implications for Global Education and Innovation
China’s holistic deployment of digital twin technology across its higher education and manufacturing sectors presents a replicable model for other countries facing similar challenges in workforce modernization. Its strategy highlights several replicable components:
- Centralized Vision, Decentralized Implementation: National frameworks like “Made in China 2025” provide vision, while local institutions retain flexibility in executing programs according to regional strengths and industry links.
- University-Industry Co-Creation: Partnerships go beyond internships to include joint curriculum design, platform co-development, and shared R&D infrastructure.
- Simulation-First Pedagogy: Training begins in digital environments before students interact with physical systems, reducing cost and risk while maximizing exposure to advanced tools.
This model positions China to lead in the development of next-generation industrial talent. For countries aiming to build resilient and tech-savvy workforces, it offers valuable lessons in embedding practical innovation training through coordinated ecosystem building.
Conclusion
The Chinese case demonstrates how a digitally transformed education system, backed by robust industrial partnerships and forward-looking policies, can elevate national capabilities in smart manufacturing. By placing digital twin technology at the heart of its curriculum reform, China is not only upskilling its engineers but also accelerating its global competitiveness in intelligent production systems. As more nations seek to revitalize manufacturing through education-technology integration, China’s approach offers a detailed, tested blueprint with long-term implications for innovation, employability, and industrial growth.

This digital artwork depicts China’s deployment of Digital Twin Technology to support its advanced manufacturing systems. The scene features a male engineer interacting with a digital interface, while robotic arms operate beside him. A luminous wireframe factory model floats above the workspace, visually representing the live synchronization of virtual simulations and physical processes. The background features futuristic charts and circuit-like diagrams, reinforcing the high-tech environment where IoT, AI, and real-time data converge to enhance efficiency and innovation.
📘 Case Study 3: Brazil – Advancing Digital Twin Education through Industry–Academia Collaboration
Project Overview: Brazil, the largest economy in Latin America, has embarked on a transformative journey to integrate digital twin technology into its industrial and educational landscapes. The primary goal is to boost national competitiveness, improve vocational and university-level training, and address the growing demand for skilled digital labor. Central to this effort is the involvement of SENAI (Serviço Nacional de Aprendizagem Industrial), alongside federal institutes and global tech companies, to build a digitally capable workforce through advanced simulation-based environments.
Initiatives Led by SENAI and Federal Institutes
SENAI has established numerous “Industry 4.0 Demonstration Centers” across Brazil. These are smart factory simulation labs designed to offer trainees hands-on experience with interconnected systems that mirror real-world industrial scenarios. Learners interact with virtual production lines, energy grids, and robotics platforms, guided by instructors trained in Industry 4.0 pedagogy.
At the same time, federal institutes such as IFRN and IFSP have added modules on real-time monitoring, sensor integration, and virtual machine modeling. These institutions emphasize cross-disciplinary skills—blending mechanical engineering, computer science, and control systems—to prepare students for smart manufacturing roles. Importantly, these programs are aligned with Brazilian national curriculum standards, ensuring scalability and accessibility.
Industrial Partnerships and Technology Transfer
Through collaborations with Siemens, Bosch, and Autodesk, SENAI and partner institutes have acquired sophisticated digital twin software suites including Siemens Tecnomatix, NX, and Autodesk Inventor. These tools allow students to virtually prototype industrial cells and simulate workflow efficiencies, energy usage, and predictive maintenance scenarios. Pilot programs also involve on-site simulations where virtual factories respond to live data from production floors in companies co-located with academic labs.
These partnerships facilitate technology transfer, with corporate engineers co-teaching and mentoring capstone projects. As part of the broader knowledge ecosystem, students work in innovation labs that test sustainable packaging designs, optimize logistics, and reduce waste in digital replicas before implementing changes in actual facilities.
Educational Outcomes and Innovation Culture
- Practical Readiness: Learners emerge with direct experience in digital twin modeling, systems diagnostics, and real-time feedback control, making them job-ready from day one.
- Innovation Support: Student teams regularly participate in national competitions, developing twin-driven solutions to reduce energy consumption or optimize supply chains.
- Career Trajectory: Over 60% of graduates from SENAI’s digital twin programs are hired within three months, particularly in automotive, aerospace, and clean tech sectors.
National Policy Support and Regional Impact
The Ministry of Science, Technology, and Innovation has introduced new frameworks for adopting digital twin technologies within educational reform strategies. Funding is allocated for the purchase of sensors, cloud computing credits, and hardware upgrades in public institutions. In Brazil’s northeast, where economic disparities are greater, these policies help narrow the digital divide through mobile labs and regional hubs that bring Industry 4.0 exposure to underserved communities.
Through targeted grants and public calls for innovation projects, the government also incentivizes SMEs to collaborate with educational institutions in prototyping and testing their production processes in simulated environments, significantly lowering the barrier to technology adoption.
Challenges and Solutions
- Infrastructure Gaps: While leading institutions are equipped with advanced labs, rural areas still face connectivity and hardware limitations. Government programs and mobile innovation labs are beginning to address this gap.
- Faculty Upskilling: A shortage of instructors trained in advanced simulation tools limits the full potential of these programs. SENAI now offers national certification and instructor exchange programs with Germany and the U.S. to train faculty.
- Integration Pace: Some industries are slow to adopt digital twins due to cost concerns. However, co-funded pilot projects and demonstrable ROI metrics are gradually overcoming resistance.
Conclusion
Brazil’s case exemplifies a coordinated strategy where government policy, industry collaboration, and institutional commitment converge to build future-ready talent through digital twin technologies. By embedding simulation-driven education within its industrial training system, Brazil is not only improving its global innovation profile but also ensuring inclusive economic development. This model offers a replicable roadmap for other developing nations seeking to integrate emerging technologies for sustainable workforce advancement.

📘 Case Study 4: Kenya – Empowering Future Engineers through Digital Twin Innovation
Project Overview: As one of Africa’s fastest-rising digital economies, Kenya is integrating digital twin technology into its education and industrial development strategies to drive inclusive innovation. By aligning engineering curricula with Fourth Industrial Revolution (4IR) competencies and deploying real-time simulation tools in both urban and rural environments, Kenya is nurturing a new generation of problem-solvers equipped with advanced technical skills. The country’s push toward this transformation is anchored in the synergy between public institutions, global development organizations, and homegrown startups.
National Polytechnic and University-Led Initiatives
Kenya’s digital twin movement was initially led by institutions like Kenya Polytechnic (now the Technical University of Kenya) and Dedan Kimathi University of Technology (DeKUT). These universities began integrating simulation tools such as MATLAB/Simulink and Autodesk Fusion 360 into courses on control systems, mechatronics, and smart infrastructure. Students were trained to construct virtual models of energy distribution networks, HVAC systems, and water purification plants — with real-time feedback loops modeled using IoT-based sensor data.
In collaboration with the Technical and Vocational Education and Training Authority (TVETA), Kenya launched curriculum reforms introducing “Digital Twin Literacy” as a formal learning component in over 100 TVET institutions. These reforms prioritize practical experience with physical-digital integration, enabling students to simulate irrigation systems, traffic controls, and power grids. Additionally, programs funded through the World Bank’s EASTRIP (East Africa Skills for Transformation and Regional Integration Project) have supported lab upgrades and faculty training.
Industrial Pilots and Community Applications
Digital twin innovation is also being piloted in various Kenyan industries. The Ministry of Energy has partnered with local firms to model rural microgrids through digital twins. These systems allow technicians and students to simulate load management strategies, renewable integration, and remote diagnostics. Projects in Turkana and Kisumu, for example, demonstrate how digital models of off-grid solar systems help optimize uptime and reduce system failures. Students from Strathmore University and Egerton University contribute to these simulations as part of their engineering capstones.
In agriculture, Jomo Kenyatta University of Agriculture and Technology (JKUAT) has been a leader in modeling smart irrigation systems using soil sensors, drone mapping, and cloud-based dashboards. Students build digital replicas of farms that forecast water demand, improve crop yield predictions, and reduce environmental impact. These applications are particularly valuable in Kenya, where agriculture contributes over 30% to GDP and is vulnerable to climate variability.
Benefits and Societal Impact
- Bridging the urban–rural divide: Mobile digital twin labs — fitted with laptops, sensors, and simulation software — have been deployed to rural counties such as Kakamega and Baringo. This outreach ensures access to advanced learning tools outside Nairobi and Mombasa.
- Youth employability: Employers in logistics, telecommunications, and renewable energy report a growing preference for graduates with simulation and IoT integration experience. TVET graduates from digital twin programs often gain internships or full-time roles at startups and multinational companies like M-KOPA, Safaricom, and KenGen.
- Contextual innovation: Students are developing solutions tailored to local needs. For instance, some have built digital twins for informal matatu (minibus) transport networks to improve scheduling and emissions analysis. Others created replicas of fish hatcheries to optimize aquaculture operations in Lake Victoria.
Support from Global Technology Networks
Kenya’s progress is bolstered by international allies. Engineering for Change and the African Union have provided funding and mentoring to support pilot labs and faculty development. These collaborations also foster cross-border exchanges, allowing Kenyan students to participate in global hackathons and design challenges. Tech incubators like Gearbox and iHub regularly organize workshops on digital twin innovation for early-stage entrepreneurs, integrating themes like food systems, mobility, and disaster resilience.
Private sector involvement is growing as well. Companies such as ABB and Schneider Electric have launched pilot programs to embed their digital tools in Kenyan institutions. These efforts equip students with industry-standard platforms like EcoStruxure and TwinCAT, making them competitive on a global scale. Meanwhile, universities receive continued software updates and access to international faculty webinars, further strengthening the digital education ecosystem.
Challenges and Future Directions
- Infrastructure limitations: While major cities have internet and power reliability, many rural institutions face bandwidth and equipment shortages. Government-backed programs like the Ajira Digital Program are beginning to tackle this by improving connectivity and offering cloud access subsidies.
- Curriculum consistency: There remains variation in how digital twin topics are taught across institutions. A standardized national framework is being developed by TVETA and the Commission for University Education to ensure alignment.
- Faculty capacity: Upskilling teachers to deliver simulation-heavy content remains an ongoing challenge. Blended learning models, including online labs and simulation-based assessment, are now being adopted to scale educator training.
Conclusion
Kenya’s journey with digital twin technology showcases how emerging economies can leapfrog traditional development bottlenecks by embracing advanced simulation tools in education and industry. The country’s blend of government support, grassroots innovation, and global partnerships has created a unique model for digital transformation that empowers youth and strengthens community resilience. As Kenya continues to invest in its digital infrastructure and educational frameworks, it is poised to become a regional hub for smart systems innovation in agriculture, energy, and mobility.
