To study nanotechnology and advanced materials is to learn that “small” is not a synonym for “minor.” At the nanoscale, familiar rules bend: surfaces dominate, defects matter differently, and properties can shift in ways that feel almost like magic—until you learn the physics behind them. This diagram frames that learning as a disciplined transformation. The inputs supply the raw intellectual material: nano concepts that explain why scale changes behavior, and material properties that describe what a substance can truly endure, conduct, resist, or become. The controls—curriculum topics and assessment criteria—act as the field’s conscience, preventing fascination from turning into fantasy; students must demonstrate that they can reason, measure, and justify. Inside the central function, learners practice the craft of turning microscopic insight into macroscopic consequence: choosing materials for performance, explaining trade-offs, and imagining designs where a coating, a composite, or a surface treatment changes what an entire component can do. The mechanisms—nano labs and material testing—anchor the subject to evidence, giving students direct contact with measurement, variability, and verification. The outputs, then, are not just “interest in new materials,” but engineers trained to innovate responsibly—able to propose material solutions that are not only novel, but testable, manufacturable, and meaningful in real mechanical systems.
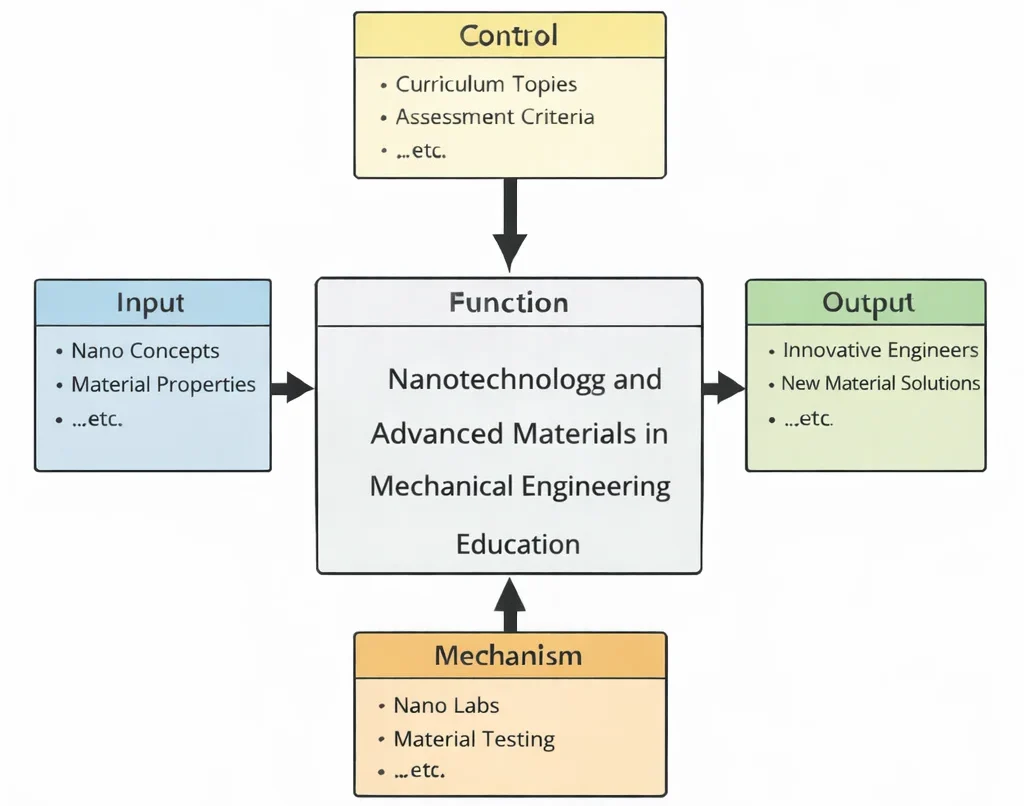
This IDEF0 (Input–Control–Output–Mechanism) diagram presents Nanotechnology and Advanced Materials in Mechanical Engineering Education as a clear learning system. Inputs on the left—nano concepts and material properties—represent the foundational ideas students must grasp, from nanoscale effects to the behavior of advanced materials. Controls at the top—curriculum topics and assessment criteria—define learning scope, sequence, and the standards used to evaluate mastery. The central function, Nanotechnology and Advanced Materials in Mechanical Engineering Education, organizes these elements into structured instruction and applied learning. Outputs on the right—innovative engineers and new material solutions—represent the intended outcomes: graduates who can think beyond conventional materials and propose feasible, performance-driven alternatives. Mechanisms at the bottom—nano labs and material testing—provide the enabling infrastructure for experiments, measurements, and validation, allowing students to connect theory with observable evidence.
Nanotechnology and advanced materials are reshaping the future of mechanical engineering by enabling the design and fabrication of components at the atomic and molecular scale. These innovations enhance strength-to-weight ratios, thermal stability, electrical conductivity, and corrosion resistance, making them invaluable in fields like automotive engineering and biomechanical engineering. By integrating breakthroughs in advanced materials and manufacturing technologies, engineers can develop products that are lighter, stronger, and more durable than ever before.
At the heart of these developments are technologies like 3D printing, which allow for the fabrication of complex geometries using nanocomposites and functionally graded materials. Simultaneously, digital twin technology supports real-time monitoring and virtual testing of nano-enabled systems. Engineers must also master fundamental subjects such as solid mechanics and thermodynamics to effectively harness the properties of advanced materials under various loading and environmental conditions.
The integration of nanomaterials into systems involving fluid mechanics and vibrational analysis has opened new avenues in acoustic damping and thermal management. In mechanical design, CAD tools are increasingly capable of simulating nanoscale effects, informing the design of microelectromechanical systems (MEMS) and nanoactuators. These tools also interface seamlessly with advances in smart manufacturing and robotics, where precision and miniaturization are key.
As industries strive to balance innovation with sustainability, knowledge of energy efficiency and sustainable manufacturing becomes vital. Advanced materials often reduce the need for heavy resource consumption while extending product life cycles. Engineers in this domain are expected to engage with lean manufacturing practices and understand supply chain dynamics to ensure responsible sourcing and deployment of high-performance materials.
This field is inherently interdisciplinary. A comprehensive education in mechanical engineering is essential, along with applied experience in manufacturing systems and control systems. Incorporating ergonomic design principles from human factors engineering ensures safety and usability. As we move toward next-generation technologies, nanotechnology and advanced materials will remain at the forefront, making it a compelling and essential area of study for aspiring engineers.

- Mechanical Engineering topics:
- Mechanical Engineering – Overview
- Solid Mechanics
- Fluid Mechanics & Hydraulics
- Thermodynamics & Heat Transfer
- Vibrations & Acoustics
- Mechanical Design & CAD
- Manufacturing & Production Engineering
- Control Systems in ME
- Robotics & Automation in ME
- Nanotechnology & Advanced Materials in ME
- Biomechanical Engineering
- Automotive Engineering
Table of Contents
Core Concepts in Nanotechnology and Advanced Materials
Nanotechnology Basics
- Nanoscale Definition:
- A nanometer is one-billionth of a meter (10⁻⁹ m), a scale so small that it lies between the size of individual atoms and large biomolecules like DNA. At this dimension, materials begin to behave in fundamentally different ways compared to their bulk counterparts, making nanotechnology a transformative area in science and engineering.
- At the nanoscale, quantum mechanical effects dominate over classical physics. This results in unique optical, magnetic, and electrical properties. For example, gold nanoparticles exhibit red or purple colors due to surface plasmon resonance, a phenomenon invisible in larger gold particles.
- Surface-to-volume ratios also increase dramatically, making nanomaterials more reactive and enhancing their interaction with surrounding media. This opens doors to new applications in catalysis, drug delivery, and sensor technologies.
- Nanostructures:
- Nanostructures are meticulously engineered architectures at the molecular or atomic scale, designed to harness nanoscale phenomena for real-world benefits. Common types include:
- Nanoparticles: Typically spherical, nanoparticles are used in diverse fields from medicine to environmental science. In targeted drug delivery, for example, nanoparticles are coated with ligands that recognize and bind to cancer cells, ensuring precise therapeutic delivery with minimal side effects.
- Nanotubes: Carbon nanotubes (CNTs) are among the most researched nanomaterials due to their incredible tensile strength and electrical conductivity. They are employed in developing flexible electronics, high-strength fibers, and even experimental space elevator materials.
- Nanowires: With diameters in the nanometer range and lengths up to several micrometers, nanowires are used in nanoelectronics, photovoltaics, and nanosensors. Their size makes them ideal for developing ultra-dense memory and logic circuits.
- 2D Materials: Single-layered materials like graphene, molybdenum disulfide (MoS₂), and boron nitride exhibit exceptional electrical, thermal, and mechanical performance. Graphene, for instance, is 200 times stronger than steel and conducts electricity better than copper.
- These nanostructures are at the forefront of emerging fields such as nano-medicine, nano-optics, and nano-energy, forming the building blocks for next-generation technologies.
- Nanostructures are meticulously engineered architectures at the molecular or atomic scale, designed to harness nanoscale phenomena for real-world benefits. Common types include:
Advanced Materials
- High-Strength Alloys:
- High-strength alloys are designed by manipulating their microstructure at the nanoscale, such as grain refinement or the addition of nanoprecipitates. These alloys are vital for structural applications where weight reduction and strength are essential, like in aerospace fuselage construction or lightweight automotive parts.
- The integration of nanostructured phases improves fatigue resistance and impact toughness, offering a competitive advantage over traditional alloys in harsh environments such as deep-sea drilling or space missions.
- Composites:
- Advanced composites incorporate nanoscale fillers—like carbon nanotubes, silica nanoparticles, or graphene sheets—into a matrix material to enhance mechanical strength, thermal conductivity, and electrical properties.
- In aerospace engineering, carbon-fiber-reinforced polymers are widely used for aircraft bodies and interiors, contributing to weight reduction and improved fuel efficiency. These composites also provide excellent corrosion resistance and durability under extreme temperature changes.
- Functional Materials:
- Functional materials exhibit specific physical or chemical responses that make them ideal for niche applications. Examples include thermoelectric materials that convert heat to electricity, piezoelectric materials that generate voltage under mechanical stress, and shape memory alloys that revert to a preset shape when heated.
- These materials are commonly found in medical implants, aerospace actuators, and energy harvesting systems. Ongoing research continues to expand their roles in cutting-edge applications such as wearables and adaptive materials.
- Smart Materials:
- Smart materials dynamically respond to environmental stimuli like light, temperature, pH, or electric fields. For example, polymers that change color in response to UV exposure are used in sun-protective clothing and smart windows.
- Shape memory polymers and alloys, which “remember” and return to their original shapes after deformation, are revolutionizing fields such as biomedical devices and deployable aerospace structures.
- Smart coatings embedded with nanomaterials are being developed for self-cleaning, self-healing, or antimicrobial surfaces. Some research even explores the use of bio-inspired smart materials that mimic living organisms’ responses to external stimuli, a frontier actively explored by institutions like the Nature Smart Materials Collection.
Unique Properties of Nanoscale Materials
Enhanced Mechanical Strength:
- Nanoscale materials often possess dramatically enhanced mechanical properties compared to their bulk counterparts. One key reason is the reduction or elimination of internal defects such as dislocations and grain boundaries, which are common failure points in traditional materials.
- For example, nanocrystalline metals are composed of ultra-small grains that inhibit dislocation motion, resulting in yield strengths up to five times greater than conventional coarse-grained materials. These metals are finding applications in aerospace structures, body armor, and microscale actuators.
- Similarly, ceramic nanocomposites exhibit both high strength and toughness, overcoming the brittle nature traditionally associated with ceramics, making them ideal for extreme environment applications.
Lightweight Structures:
- One of the most remarkable characteristics of nanomaterials like carbon nanotubes and graphene is their outstanding strength-to-weight ratio. These materials are significantly stronger than steel but have densities only a fraction as high, enabling transformative advancements in lightweight structural components.
- This property has revolutionized material selection in industries where reducing weight is critical to performance, such as aerospace, automotive, and wearable technologies. Ultralight composites incorporating these nanomaterials help improve fuel efficiency and payload capacity while maintaining structural integrity.
Improved Thermal Conductivity:
- Many nanomaterials, such as graphene, exhibit extraordinary thermal conductivity—measured at over 5000 W/m·K, far exceeding that of copper. This property is pivotal in thermal management for high-performance electronics, where heat dissipation is a primary concern.
- In aerospace, where thermal stresses from high-speed flight or space reentry can degrade material performance, incorporating nanomaterials into thermal barrier coatings enhances reliability and safety.
- Moreover, nanocomposites with tailored thermal pathways are increasingly used in advanced battery technologies and flexible electronics to prevent overheating and prolong component life.
Electrical Properties:
- Electrical properties of nanomaterials can be precisely engineered due to quantum confinement and high carrier mobility. For instance, carbon nanotubes can behave either as conductors or semiconductors depending on their chirality and diameter, making them versatile components in nanoelectronic devices.
- Nanowires are another promising candidate for applications in transistors, sensors, and flexible displays. Their small size allows for extreme miniaturization, a key requirement for next-generation electronics and Internet of Things (IoT) devices.
- Innovations in nanostructured semiconductors also pave the way for ultra-sensitive biosensors and high-efficiency photovoltaic cells, which are reshaping the landscape of clean energy and healthcare diagnostics.
Surface-to-Volume Ratio:
- As particle size decreases to the nanoscale, the surface area relative to volume increases significantly. This increased surface area results in higher reactivity and more available surface sites for interactions—making nanomaterials ideal for applications in catalysis, energy storage, and medicine.
- For example, platinum nanoparticles are used in catalytic converters to enhance the conversion of harmful emissions in vehicles. Similarly, nanoscale drug carriers are designed to have optimal surface properties for targeting specific cells or tissues in the human body.
- This property is also exploited in supercapacitors and batteries, where the increased electrode surface area enables higher charge storage capacity and faster energy transfer.
Quantum Effects:
- At the nanoscale, quantum mechanical effects begin to dominate the behavior of materials, leading to unique optical, electrical, and magnetic phenomena. Quantum confinement in semiconductor nanocrystals, or quantum dots, results in size-dependent color emission, which is utilized in display technologies and biomedical imaging.
- These effects also underpin the emerging field of quantum computing, where materials such as quantum dots and superconducting circuits act as qubits—the fundamental units of quantum information. Their ability to exist in multiple states simultaneously (superposition) allows for exponentially greater computing power.
- Quantum tunneling and entanglement phenomena observed in nanostructures are being harnessed for secure communications and advanced sensors. Research institutions, such as the IBM Quantum Lab, are actively exploring how nanoscale materials can drive the future of quantum technologies.
Applications of Nanotechnology and Advanced Materials
Aerospace Industry
Nanotechnology is playing a pivotal role in redefining aerospace engineering by introducing materials that meet extreme performance criteria. These include superior mechanical strength, thermal resistance, and reduced weight—vital in aviation and space exploration.
Nanocomposites:
- Nanocomposites combine traditional polymers with reinforcements such as carbon nanotubes or graphene. This integration produces materials with exceptional stiffness and resilience while significantly reducing mass.
- These materials are increasingly employed in structural components like fuselages, wing elements, and even satellite frameworks to enhance payload capacity and fuel efficiency while maintaining safety.
Thermal Barrier Coatings (TBCs):
- Nanostructured ceramics in coatings shield engine components from extreme temperatures and oxidative damage. Jet engine turbine blades coated with these nanomaterials endure higher operational temperatures, allowing more efficient propulsion systems.
Self-Healing Materials:
- By embedding microscopic capsules within aerospace composites, engineers enable these materials to autonomously repair microcracks—essential for prolonging service life and preventing catastrophic failures during long-duration space missions.
Lightweight Alloys:
- Nanoparticle-reinforced aluminum-lithium alloys offer unmatched strength-to-weight ratios, improving spacecraft fuel efficiency and maneuverability while withstanding mechanical and thermal stresses encountered during launch and reentry.
Automotive Industry
Nanotechnology innovations are shaping the next generation of vehicles, emphasizing energy efficiency, emission reduction, and material longevity.
- High-Performance Coatings:
- Nanocoatings offer excellent resistance to wear, corrosion, and thermal degradation, especially in high-friction engine components. These coatings also improve fuel efficiency by reducing internal mechanical losses.
- Fuel Efficiency:
- Nanostructured catalysts and membranes enhance fuel cell performance and battery charge cycles. They are crucial in hybrid and electric vehicle systems, extending driving range and durability.
- Composite Materials:
- Using carbon nanotube-infused polymers allows manufacturers to fabricate lighter vehicle frames without compromising safety. This has contributed to a measurable improvement in overall vehicle fuel economy.
- Catalysts:
- Nanoparticles in catalytic converters increase the active surface area, improving the efficiency of emission control systems. They enable more complete conversion of harmful gases like NOx and CO into less hazardous substances.
Electronics and Semiconductors
Nanotechnology has radically transformed electronics by enabling unprecedented miniaturization, efficiency, and integration.
- Transistors:
- As traditional silicon transistors reach their scaling limits, nanoscale alternatives like FinFETs and carbon nanotube FETs are emerging as faster, energy-efficient solutions. These form the foundation of modern high-speed microprocessors.
- Heat Dissipation:
- Graphene’s high thermal conductivity helps dissipate heat in densely packed chips, preventing performance degradation and extending device lifespan. It’s now used in mobile phones, processors, and flexible devices.
- Flexible Electronics:
- Nanomaterials enable screens and circuits that can bend, fold, or stretch, powering next-gen wearables, foldable phones, and biomedical sensors. These developments support growing demands for portable and adaptive technology.
- Quantum Dots:
- Quantum dots, or semiconductor nanocrystals, provide high-resolution imaging and energy-efficient display technologies. They are central to OLED displays, solar energy harvesting, and biological tagging.
Energy Sector
Nanomaterials are revolutionizing how we generate, store, and utilize energy.
- Solar Cells:
- Perovskite solar cells enhanced with nanostructures offer exceptional efficiency at lower manufacturing costs. They also allow integration into lightweight, flexible panels suited for urban and off-grid applications.
- Energy Storage:
- Nanostructured battery components like silicon nanowire anodes dramatically improve energy density, charge speed, and thermal stability. These technologies support fast-charging electric vehicles and portable devices.
- Hydrogen Storage:
- Nanoporous materials such as metal-organic frameworks (MOFs) offer safe and compact hydrogen storage, supporting the development of clean hydrogen fuel cell vehicles and power systems.
- Thermoelectric Materials:
- Nanostructured materials convert waste heat into electricity by exploiting the Seebeck effect. These are now being used in automotive exhaust systems and industrial machinery to improve overall energy utilization.
Healthcare and Medicine
Nanotechnology is enabling personalized, precision medicine and advancing diagnostics, therapy, and monitoring.
- Drug Delivery Systems:
- Nanocarriers such as liposomes, dendrimers, and gold nanoparticles allow drugs to be delivered directly to targeted tissues or cancer cells, minimizing side effects and enhancing therapeutic outcomes.
- Imaging:
- Quantum dots and magnetic nanoparticles improve contrast in MRI and fluorescence imaging, enabling earlier and more accurate diagnosis of diseases, including cancer and neurological disorders.
- Tissue Engineering:
- Biocompatible nanofibers and scaffolds promote stem cell attachment, growth, and differentiation, helping repair or regenerate damaged tissues such as bone, cartilage, and skin.
- Wearable Sensors:
- Flexible nanosensors integrated into smartwatches or patches can continuously monitor vital signs, hydration levels, or glucose concentrations, allowing real-time health monitoring for chronic disease management.
Environmental Applications
Nanotechnology supports sustainability through cleaner production processes and more effective environmental protection solutions.
- Water Purification:
- Nanomaterials such as silver nanoparticles and carbon-based membranes effectively remove pathogens, heavy metals, and organic pollutants from water, providing clean drinking water in disaster zones and remote areas.
- Air Pollution Control:
- Nanocatalysts are used to break down toxic gases like nitrogen oxides and volatile organic compounds in industrial emissions, contributing to cleaner air and better public health.
- Energy Efficiency:
- Advanced nanostructured insulation materials used in building envelopes significantly reduce heat loss and energy consumption. Many of these materials have been developed through research supported by the U.S. Department of Energy.
Defense and Security
Nanotechnology has numerous military and security applications, enhancing performance and safety in defense systems.
- Body Armor:
- Nanocomposite fibers and coatings are used in bulletproof vests and helmets, combining extreme toughness with low weight to protect soldiers without impairing mobility.
- Stealth Technology:
- Nanoscale radar-absorbing materials reduce the visibility of military vehicles and aircraft to enemy detection systems, improving tactical advantage.
- Sensors:
- Nanosensors can detect minuscule traces of chemical, biological, or radiological agents, enabling early warning systems against terrorist attacks or battlefield threats.
Emerging Trends in Nanotechnology and Advanced Materials
2D Materials Beyond Graphene
While graphene remains a superstar in the world of nanomaterials, a new generation of two-dimensional (2D) materials is emerging with complementary and sometimes superior properties for specific applications. These include borophene, a single-atom-thick sheet of boron; molybdenum disulfide (MoS₂), a semiconductor with a natural bandgap; and phosphorene, a monolayer of black phosphorus offering excellent charge mobility.
- Examples:
- Borophene: Known for its flexibility, electrical conductivity, and potential in hydrogen storage and battery electrodes.
- Molybdenum disulfide: Exhibits semiconducting properties valuable for transistors, photodetectors, and logic circuits.
- Phosphorene: Offers anisotropic electronic properties and is being explored for optoelectronics and thermoelectric devices.
- Applications:
- Advanced semiconductors used in next-generation computing architectures, including field-effect transistors.
- Flexible and transparent electronics for wearable technology, foldable displays, and biomedical patches.
- Energy storage components such as supercapacitors and lithium-sulfur batteries leveraging high surface area and fast ion transport.
Self-Assembling Materials
Self-assembly refers to the ability of molecules and nanostructures to autonomously organize into predefined architectures without human intervention. This phenomenon draws inspiration from biological systems and is expected to revolutionize manufacturing in nanotechnology.
- By controlling molecular interactions—such as hydrogen bonding, van der Waals forces, and electrostatics—engineers can guide nanoparticles, polymers, or DNA strands into complex structures.
- Applications include fabrication of photonic crystals, drug delivery capsules, and nanoelectronic circuits where traditional lithography is limited by resolution and cost.
- Self-assembled monolayers (SAMs) are also widely used in sensors and biosurfaces, where uniform coverage and precision are crucial.
Smart Materials
Smart materials exhibit dynamic responses to external stimuli, such as temperature, pressure, electric field, or magnetic field. These materials enable systems that can sense, adapt, and react to changing environments without manual intervention.
- Shape memory alloys (SMAs), such as nickel-titanium (Nitinol), return to their original shape when heated, making them valuable in actuators and deployable aerospace structures.
- Piezoelectric nanostructures generate electrical charge in response to mechanical deformation. This property is being harnessed in energy harvesters, medical ultrasound devices, and precision actuators.
- Electrochromic nanomaterials change color or transparency in response to electric stimuli, used in smart windows and adaptive camouflage.
- The integration of smart nanomaterials into wearable devices allows real-time health monitoring and responsive therapeutic systems.
Nanomanufacturing
Nanomanufacturing involves the controlled manipulation and assembly of matter at the atomic and molecular level to create structures with nanometer precision. As device miniaturization accelerates, advanced manufacturing approaches are becoming essential for scaling production while ensuring reproducibility and reliability.
- Atomic Layer Deposition (ALD) is a vapor-phase technique that allows for the creation of ultra-thin, conformal coatings on complex 3D structures. It is widely used in semiconductor fabrication and surface engineering.
- Molecular Beam Epitaxy (MBE) enables precise layering of atoms on substrates under ultra-high vacuum, essential for quantum devices and optoelectronic materials.
- Other emerging tools include nanoimprint lithography, dip-pen nanolithography, and DNA-based assembly methods that promise scalable and cost-effective production of nanoscale devices.
- Nanomanufacturing advancements are closely tied to progress in NIST-supported nanotechnology programs aimed at standardizing measurements and improving process reliability.
Biodegradable Nanomaterials
In response to growing concerns about environmental sustainability, researchers are developing biodegradable nanomaterials that break down naturally without leaving harmful residues. These materials are gaining popularity across sectors from consumer goods to medicine.
- In packaging, biodegradable nanocomposites made from cellulose, polylactic acid (PLA), or chitosan offer excellent barrier properties while minimizing long-term pollution.
- In biomedical applications, nanocarriers and scaffolds are designed to degrade safely after delivering drugs or supporting tissue regeneration, eliminating the need for surgical removal.
- Biodegradable nanoparticles are also explored in agricultural formulations to deliver nutrients and pesticides with controlled release, reducing ecological impact.
- Advances in green synthesis methods and life-cycle analysis tools are enabling a new generation of nanomaterials that balance performance with environmental responsibility.
Challenges in Nanotechnology and Advanced Materials
Scalability:
- One of the most pressing challenges in nanotechnology is scaling up the production of nanoscale materials from laboratory settings to industrial manufacturing without compromising their structural integrity, functionality, or consistency. The difficulty lies in maintaining control over critical features like particle size distribution, morphology, and dispersion uniformity, all of which can drastically influence performance.
- Traditional synthesis methods, such as sol-gel or chemical vapor deposition, may not be cost-effective or practical at mass production levels. As a result, there is significant interest in developing scalable techniques such as roll-to-roll processing, flame spray pyrolysis, and high-throughput synthesis reactors. However, translating bench-scale innovations to high-volume production remains resource-intensive and technologically demanding.
- Researchers and engineers are also grappling with scale-induced variability, where nanoscale properties observed in small batches are lost or altered during scale-up due to aggregation, contamination, or uncontrolled reaction kinetics.
Cost:
- The cost of developing and deploying nanotechnology-based solutions is often prohibitively high, especially in the early phases of research and development. This includes not only the raw materials but also the specialized equipment required for synthesis, characterization, and processing.
- For example, techniques like atomic force microscopy (AFM), transmission electron microscopy (TEM), and spectroscopic methods used to monitor nanoscale features are expensive and labor-intensive. These tools are necessary to ensure quality control, but they contribute significantly to overall production costs.
- Moreover, since many nanomaterials are still emerging technologies, there is a lack of large-scale demand that would drive down prices through economies of scale. This cost barrier limits adoption in sectors where price sensitivity is high, such as packaging, agriculture, or consumer goods.
Health and Safety:
- The potential health and environmental risks associated with nanomaterials are a major concern. Due to their small size and high surface reactivity, nanoparticles may interact with biological systems in unpredictable ways. They can enter the human body through inhalation, ingestion, or dermal absorption and accumulate in organs or tissues.
- Studies have shown that certain nanomaterials, like carbon nanotubes and metal oxide nanoparticles, may trigger inflammation, oxidative stress, or even genotoxicity. These risks are compounded by the fact that traditional toxicity assessment frameworks are often inadequate for nanoscale substances.
- Environmental risks also emerge when nanoparticles are released into soil or water systems during manufacturing, usage, or disposal. Without proper containment and treatment protocols, these materials can disrupt ecosystems or contaminate resources.
- As emphasized in reports by agencies such as the OECD Working Party on Manufactured Nanomaterials, a concerted effort is required to assess and mitigate these potential risks through long-term studies, exposure monitoring, and robust safety standards.
Standardization:
- The lack of global standards and regulatory frameworks for nanotechnology poses a barrier to widespread adoption. There is currently no universally accepted method for characterizing, testing, or labeling nanomaterials, making it difficult to compare data across laboratories or ensure consistent product quality.
- This gap creates challenges in cross-border trade, legal compliance, and consumer confidence. For instance, two seemingly identical batches of nanoparticles may behave differently due to variations in synthesis methods, surface treatments, or dispersibility, complicating supply chain management and certification processes.
- Organizations such as ISO and ASTM International are working toward creating standard test methods and nomenclatures, but widespread industry adoption remains uneven. Without cohesive standards, the commercialization of advanced materials remains fragmented and uncertain.
Integration:
- Even when high-performance nanomaterials are successfully developed, integrating them into existing manufacturing processes and products can be technically complex. Compatibility issues may arise with current equipment, adhesives, substrates, or thermal processing steps.
- For example, incorporating nanomaterials into electronic circuits, biomedical devices, or construction materials often requires new joining methods, surface treatments, or packaging techniques. Without proper integration strategies, the functional benefits of nanotechnology may be lost in real-world applications.
- Furthermore, industries must retrain personnel, reconfigure workflows, and potentially redesign legacy systems to accommodate these new materials—posing logistical and financial challenges. This integration difficulty can delay adoption timelines and reduce the return on investment for nanotechnology innovations.
Future Directions in Nanotechnology and Advanced Materials
Quantum Materials:
- The development of quantum materials represents a groundbreaking frontier in both theoretical and applied science. These materials exhibit quantum mechanical properties—such as entanglement, superposition, and topological states—at a macroscopic scale. Their unique behaviors hold promise for revolutionizing fields like quantum computing, spintronics, and high-efficiency energy transport.
- One major category includes topological insulators, which conduct electricity only on their surface while remaining insulating inside. Such properties enable ultra-low power consumption in circuits and improved data storage technologies. Superconductors, another class of quantum materials, allow electrical current to flow without resistance and are already being explored for applications in quantum circuits, MRI systems, and maglev transportation.
- As fabrication techniques become more precise, researchers can now manipulate atomic lattices and electron interactions to engineer quantum phases that did not naturally exist. These advancements are driving efforts to create error-resistant quantum bits (qubits), critical for scalable quantum computers. Institutions around the world, such as the Centre for Quantum Technologies, are actively exploring the synthesis and applications of such materials.
Bioinspired Materials:
- Nature has evolved highly optimized materials over millions of years, offering a rich source of inspiration for next-generation nanomaterials. Bioinspired materials seek to replicate the structural, mechanical, or functional properties of biological systems to achieve superior performance.
- For example, nacre (mother of pearl) exhibits remarkable toughness due to its layered nanostructure, and scientists have mimicked this architecture to create impact-resistant coatings and composites. Similarly, synthetic spider silk is being engineered to match the combination of elasticity and tensile strength found in natural silk, with potential applications in biomedical sutures and lightweight armor.
- Other examples include lotus leaf-inspired superhydrophobic surfaces that repel water and dirt, and gecko-inspired adhesives that enable climbing robots or reusable tapes. The convergence of nanotechnology, biology, and materials science enables designers to go beyond conventional material limits by emulating life’s most elegant solutions.
Advanced Battery Technologies:
- As the world accelerates its transition to electric vehicles and renewable energy, the demand for safer, more powerful, and longer-lasting batteries is surging. Nanotechnology plays a pivotal role in the development of advanced battery technologies that outperform traditional lithium-ion cells.
- Solid-state batteries, which replace flammable liquid electrolytes with solid ones, offer enhanced safety and higher energy density. Nanostructured materials enable the development of stable interfaces and improved ionic conductivity in these systems. Meanwhile, graphene-enhanced batteries are gaining attention for their exceptional charge/discharge rates, flexibility, and durability.
- Engineers are also exploring lithium-sulfur, lithium-air, and zinc-ion batteries, which leverage nanoscale cathode and anode materials to overcome limitations like dendrite formation and capacity fading. These innovations are essential for creating energy storage systems that can power electric vehicles for extended ranges or stabilize renewable energy grids over longer durations.
Nanotechnology in Space:
- Space exploration poses extreme challenges in terms of weight, durability, radiation resistance, and temperature tolerance. Nanotechnology is being harnessed to develop ultra-lightweight materials and coatings that can withstand these harsh conditions, reducing payload mass and improving spacecraft performance.
- Carbon nanotube composites and aerogels are used to construct insulating panels, shielding systems, and structural components for satellites and probes. These materials not only reduce weight but also offer improved mechanical stability and resistance to micrometeoroid impacts.
- Moreover, nanosensors integrated into spacecraft systems can monitor radiation levels, microcracks, and component health in real time. This ability enhances mission safety and enables predictive maintenance. Ongoing research is also exploring in-situ resource utilization (ISRU) using nanomaterials to construct habitats or tools directly from Martian or lunar soil.
Circular Economy:
- The integration of nanotechnology into the circular economy framework is fostering the design of recyclable, repairable, and biodegradable materials that reduce waste and environmental impact. Traditional materials often present challenges for reuse due to contamination, degradation, or composite complexity, but nanoscale innovations can offer modularity and reversibility at the chemical bond level.
- For instance, researchers are developing self-healing polymers that can restore structural integrity after damage, thus extending product life cycles. Nanostructured coatings that repel grime or microbes reduce cleaning costs and extend durability, enabling more sustainable product use.
- On the recycling front, magnetic nanomaterials are being used to separate rare earth elements or toxic metals from electronic waste efficiently. Biodegradable nanocomposites are also emerging for packaging, medical devices, and consumer electronics, ensuring that materials return to nature or can be reprocessed at the end of life without harmful residues.
- These developments align closely with circular design principles and support global sustainability goals across industry sectors.
Why Study Nanotechnology and Advanced Materials in Mech Eng
Exploring Materials at the Nanoscale
Nanotechnology involves manipulating matter at the atomic and molecular levels. Students learn how nanoscale properties differ from bulk materials. This enables the design of materials with unique strength, conductivity, or reactivity.
Developing High-Performance and Multifunctional Materials
Students study advanced materials such as composites, shape-memory alloys, and ceramics. These materials are engineered for high strength-to-weight ratios, thermal resistance, and durability. They are used in aerospace, automotive, and biomedical applications.
Applications in Mechanical Engineering Systems
Advanced materials improve the performance and efficiency of mechanical systems. Students explore how nanocoatings, sensors, and actuators are integrated into products. This supports innovation in smart and adaptive technologies.
Characterization and Fabrication Techniques
The course introduces tools like electron microscopy, X-ray diffraction, and nanoindentation. Students learn how to analyze material structure and properties. They also explore methods for fabricating and processing nanoscale materials.
Sustainability and Future Opportunities
Advanced materials and nanotechnology support lightweight structures, energy efficiency, and environmental sustainability. Students gain skills that align with emerging technologies. This prepares them for cutting-edge careers in research and industry.
Nanotechnology and Advanced Materials: Conclusion
Nanotechnology and advanced materials represent a paradigm shift in our ability to understand, manipulate, and engineer matter at its most fundamental levels. These innovations are not merely incremental improvements over existing materials but open entirely new dimensions of performance and functionality across industries. As we delve deeper into the nanoscale, we unlock access to quantum mechanical effects, extreme surface-to-volume ratios, and tailored properties that enable transformative advances in how we design products and systems.
In the aerospace sector, nanostructured materials allow for ultra-lightweight components with high thermal stability, directly enhancing fuel efficiency and payload capacities. In the automotive industry, nanocomposites and coatings extend vehicle lifespan while reducing environmental impact. The electronics world has been revolutionized by nanoscale transistors, quantum dots, and flexible circuits, enabling smaller, faster, and more energy-efficient devices. Healthcare has seen remarkable progress through nanoparticle-based drug delivery systems, implantable sensors, and tissue scaffolds that mimic biological environments.
Perhaps one of the most impactful areas is in the energy sector, where nanotechnology is enabling breakthroughs in solar cell efficiency, battery capacity, hydrogen storage, and thermoelectric energy conversion. These technologies hold the potential to mitigate global energy challenges and reduce dependence on fossil fuels. As seen in platforms like Nano.gov, national and international collaborations are now fostering policy, research funding, and standardization efforts to drive responsible innovation in this rapidly evolving field.
Yet, with these opportunities come substantial challenges. The production of high-quality nanomaterials at scale, the cost of fabrication, and concerns about long-term environmental and biological impacts remain key hurdles. To overcome these, continued interdisciplinary research, open data exchange, and the development of global regulatory frameworks are essential. Addressing the safety of nanomaterials through life-cycle assessments and investing in sustainable, circular economy approaches will ensure that these technologies not only drive innovation but do so responsibly.
Looking ahead, the fusion of nanotechnology with artificial intelligence, biotechnology, and quantum computing will further accelerate the convergence of disciplines, leading to systems that are self-healing, adaptive, and capable of functioning under extreme conditions. As educational curricula and industrial R&D continue to adapt to this new materials frontier, the next generation of engineers and scientists will be better equipped to harness the full potential of nanotechnology.
Ultimately, nanotechnology and advanced materials stand at the forefront of global innovation. They are essential to solving some of humanity’s most pressing challenges—from clean energy and climate change to advanced healthcare and sustainable manufacturing. By fostering responsible development and integrating these technologies into core industrial ecosystems, we are laying the foundation for a smarter, cleaner, and more resilient future.
Nanotechnology and Advanced Materials in Mechanical Engineering: Frequently Asked Questions (FAQ)
This FAQ highlights how nanotechnology and advanced materials are reshaping mechanical engineering design, performance and career paths.
1. What is nanotechnology in mechanical engineering?
In mechanical engineering, nanotechnology involves designing and using materials, coatings and devices whose key features are on the nanometre scale (typically 1–100 nm). At these dimensions, materials can show very different mechanical, thermal, electrical and surface properties compared with their bulk form. Engineers exploit these nanoscale effects to create components that are lighter, stronger, more wear-resistant, more heat-tolerant or more responsive to stimuli, improving the performance and reliability of mechanical systems.
2. What are advanced materials, and why are they important for mechanical design?
Advanced materials are engineered materials whose composition and structure are tailored to deliver superior properties or specific functions. Examples include high-performance composites, shape memory alloys, nanostructured metals, advanced polymers and smart materials that respond to temperature, stress or electric fields. They are important in mechanical design because they enable parts that are lighter yet stronger, more fatigue-resistant, better at dissipating or insulating heat, and more durable in demanding environments, expanding what mechanical engineers can achieve in sectors such as aerospace, automotive, energy and healthcare.
3. How do nanomaterials improve strength and wear resistance in mechanical components?
Nanomaterials improve strength and wear resistance by manipulating structure at very small scales, where grain boundaries, interfaces and particles strongly influence mechanical behaviour. For example, metals with ultrafine grains or nanoscale precipitates can resist plastic deformation more effectively, leading to higher strength. Nanoparticles or nanotubes dispersed in a matrix can block crack propagation, enhance hardness and reduce abrasion. Thin nanostructured coatings on surfaces can provide low-friction, anti-scratch or corrosion-resistant layers, significantly extending the service life of bearings, cutting tools and other mechanical components.
4. What are some examples of nanotechnology applications in mechanical engineering?
Nanotechnology is applied in mechanical engineering in areas such as surface engineering, lubrication and lightweight design. Examples include nano-coatings for cutting tools that extend tool life, low-friction tribological coatings on pistons and bearings, nanostructured thermal barrier coatings in turbines, and carbon nanotube or graphene reinforcements in composites for aircraft or automotive structures. Micro- and nano-electromechanical systems (MEMS and NEMS) are also used in sensors and actuators for vibration control, condition monitoring and precision positioning in mechanical systems.
5. How do advanced materials support lightweight and energy-efficient designs?
Advanced materials support lightweight and energy-efficient designs by providing high strength or stiffness at lower density compared with conventional metals. Fibre-reinforced composites and nanostructured alloys, for example, allow engineers to reduce mass while maintaining or improving performance. Lightweight structures require less energy to move, which is critical in transport applications such as cars, aircraft, trains and wind turbine blades. In addition, advanced thermal materials and nano-enhanced insulation help manage heat more effectively, improving overall system efficiency and reducing energy losses.
6. What role do smart materials play in mechanical systems?
Smart materials change one or more of their properties in response to external stimuli such as temperature, stress, electric or magnetic fields. In mechanical systems, shape memory alloys can be used for compact actuators and self-deploying structures, piezoelectric materials for vibration control and precision motion, and magnetorheological fluids for adaptive damping. At the nanoscale, smart materials can be engineered to sense damage, self-heal microcracks or adapt their stiffness, helping mechanical systems become more resilient, self-monitoring and easier to maintain.
7. What are the main challenges and risks of using nanotechnology in mechanical engineering?
Challenges and risks include controlling nanostructure consistently during large-scale manufacturing, ensuring long-term stability of nanoscale features under real service conditions, and understanding how nanoscale defects affect fatigue and failure. There are also health, safety and environmental concerns related to the production, handling and disposal of free nanoparticles or nano-enabled products. Engineers must work with materials scientists and safety specialists to develop robust processing routes, reliable characterisation methods, clear standards and responsible use policies when introducing nanotechnology into mechanical applications.
8. What should students learn if they want to work with nanotechnology and advanced materials in mechanical engineering?
Students should build strong foundations in mechanics, materials science, thermodynamics and manufacturing processes, then deepen their knowledge of microstructure–property relationships, fracture and fatigue, and modern characterisation techniques. Courses in nanotechnology, surface engineering, composites, biomaterials or smart materials are valuable, as are laboratory experiences that involve microscopy, mechanical testing and processing of advanced materials. Familiarity with modelling and simulation tools, plus awareness of safety, sustainability and ethics, will help them contribute to multidisciplinary teams that design and deploy nano-enabled mechanical systems.
9. What career opportunities exist in nanotechnology and advanced materials for mechanical engineers?
Mechanical engineers with skills in nanotechnology and advanced materials can work in sectors such as aerospace, automotive, energy, electronics, medical devices, additive manufacturing and research and development. Career paths include roles like materials and process engineer, surface and coatings engineer, tribology specialist, composite design engineer, reliability engineer, and R&D scientist in advanced materials. Some engineers move into technical sales, consulting or policy roles where understanding of advanced materials helps organisations adopt new technologies responsibly and competitively.
Nanotechnology and Advanced Materials: Review Questions with Detailed Answers
1. What is nanotechnology, and how is it applied within the field of mechanical engineering?
Answer:
Nanotechnology involves manipulating matter at the molecular or atomic level, typically below 100 nanometers. In mechanical engineering, nanotechnology is applied to enhance material properties, develop micro-electromechanical systems (MEMS), improve lubrication, and create nanoscale sensors and actuators. For example, incorporating carbon nanotubes into composites can significantly increase their strength and electrical conductivity, leading to lighter and more durable components for aerospace and automotive industries. Additionally, nanotechnology enables the development of precision tools and manufacturing processes that operate at the nanoscale, allowing for the creation of intricate designs and improving the performance of mechanical systems.
2. How do advanced materials differ from traditional materials in mechanical engineering, and what advantages do they offer?
Answer:
Advanced materials are engineered to exhibit superior properties compared to traditional materials. They include composites, ceramics, polymers, biomaterials, and nanomaterials. These materials offer enhanced strength-to-weight ratios, increased durability, improved thermal and electrical properties, and greater resistance to corrosion and wear. For instance, carbon fiber-reinforced polymers are much lighter and stronger than steel, making them ideal for applications where weight reduction is critical, such as in aircraft and high-performance vehicles. Advanced materials also enable the creation of innovative designs and functionalities that were previously unattainable with conventional materials, thereby expanding the possibilities in product development and mechanical system engineering.
3. Explain the role of carbon nanotubes in enhancing the properties of composite materials used in mechanical engineering applications.
Answer:
Carbon nanotubes (CNTs) are cylindrical nanostructures composed of carbon atoms arranged in a hexagonal lattice. When incorporated into composite materials, CNTs significantly enhance their mechanical, electrical, and thermal properties. Mechanically, CNTs provide exceptional tensile strength and stiffness, resulting in composites that are much stronger and lighter than their traditional counterparts. Electrically, CNTs improve the conductivity of composites, making them suitable for applications requiring lightweight conductive materials, such as in aerospace and electronics. Thermally, CNTs enhance heat dissipation, which is beneficial for components exposed to high temperatures. Additionally, CNTs improve the fatigue resistance and impact toughness of composites, extending the lifespan and reliability of mechanical parts used in demanding environments.
4. What are micro-electromechanical systems (MEMS), and how do they integrate with mechanical engineering principles?
Answer:
Micro-electromechanical systems (MEMS) are miniature devices that integrate mechanical elements, sensors, actuators, and electronics on a single microchip, typically ranging from a few micrometers to millimeters in size. MEMS leverage principles of mechanical engineering, such as dynamics, fluid mechanics, and materials science, to create functional components like accelerometers, gyroscopes, pressure sensors, and micro-mirrors. These systems are crucial in various applications, including automotive safety systems (airbag deployment), consumer electronics (smartphones and gaming controllers), medical devices (implantable sensors), and industrial automation (precision actuators). By combining mechanical and electrical engineering, MEMS enable the development of highly sensitive, compact, and efficient devices that enhance functionality and performance across multiple industries.
5. How do biomimetic materials draw inspiration from nature, and what are their applications in mechanical engineering?
Answer:
Biomimetic materials are engineered to replicate the structures, functions, and properties of natural materials found in living organisms. By studying biological systems, engineers can develop materials that exhibit remarkable characteristics such as flexibility, strength, self-healing, and adaptability. For example, inspired by the lightweight and strong structure of bird bones, engineers create composite materials with a similar honeycomb architecture for use in aerospace and automotive industries. Another application is the development of self-healing polymers that mimic the repair mechanisms of human skin, enhancing the durability and lifespan of mechanical components. Biomimetic materials also find use in robotics, where materials that mimic the movement and adaptability of animal limbs enable the creation of more agile and efficient robotic systems.
6. What are the challenges associated with integrating nanomaterials into large-scale mechanical systems, and how can engineers overcome them?
Answer:
Integrating nanomaterials into large-scale mechanical systems presents several challenges, including:
Dispersion: Ensuring uniform distribution of nanomaterials within a matrix to avoid agglomeration, which can lead to inconsistent properties.
Scalability: Developing cost-effective and scalable manufacturing processes that maintain the unique properties of nanomaterials.
Compatibility: Ensuring that nanomaterials are compatible with existing materials and manufacturing techniques without causing adverse reactions or degradation.
Health and Safety: Addressing potential health risks associated with handling and processing nanomaterials, which may be toxic or pose inhalation hazards.
Performance Consistency: Maintaining consistent performance and properties across different batches of nanomaterial-infused composites.
Solutions to Overcome Challenges:
Advanced Mixing Techniques: Utilizing high-shear mixing, ultrasonic agitation, or functionalization of nanomaterials to enhance dispersion within the matrix.
Cost-Effective Manufacturing: Investing in research and development to create scalable production methods, such as roll-to-roll processing or additive manufacturing techniques tailored for nanomaterials.
Material Compatibility Testing: Conducting thorough compatibility studies to identify suitable combinations of nanomaterials and matrices, and adjusting processing parameters accordingly.
Safety Protocols: Implementing stringent safety measures, including proper ventilation, protective equipment, and handling procedures to mitigate health risks.
Quality Control: Establishing robust quality control processes to monitor the consistency and performance of nanomaterial-enhanced composites throughout production.
By addressing these challenges through innovative engineering solutions and rigorous testing, the integration of nanomaterials into large-scale mechanical systems can be effectively achieved, unlocking their full potential for enhancing product performance and functionality.
7. How do graphene-based materials contribute to advancements in mechanical engineering, and what potential applications do they have?
Answer:
Graphene, a single layer of carbon atoms arranged in a two-dimensional honeycomb lattice, possesses exceptional mechanical, electrical, and thermal properties. When incorporated into mechanical engineering applications, graphene-based materials offer several advantages:
Superior Strength and Stiffness: Graphene has a tensile strength approximately 100 times greater than steel, making graphene-enhanced composites incredibly strong and lightweight. This property is beneficial for aerospace components, sporting goods, and high-performance automotive parts.
Enhanced Electrical Conductivity: Graphene’s excellent electrical properties allow for the creation of electrically conductive composites used in sensors, electromagnetic shielding, and lightweight electrical components.
Improved Thermal Conductivity: Graphene can efficiently dissipate heat, making it ideal for thermal management solutions in electronics, machinery, and automotive applications.
Flexibility and Durability: Graphene-enhanced materials maintain flexibility without compromising strength, enabling applications in flexible electronics, wearable devices, and advanced protective gear.
Barrier Properties: Graphene acts as an effective barrier against gases and liquids, which is useful in protective coatings, packaging materials, and corrosion-resistant surfaces.
Potential Applications:
Aerospace and Automotive: Lightweight yet strong graphene composites can reduce the weight of vehicles and aircraft, improving fuel efficiency and performance.
Electronics and Sensors: Graphene’s conductivity and sensitivity make it ideal for developing advanced sensors, flexible displays, and high-speed electronic components.
Energy Storage: Graphene-based materials enhance the performance of batteries and supercapacitors, offering higher energy density and faster charging capabilities.
Biomedical Devices: The biocompatibility and strength of graphene allow for its use in medical implants, prosthetics, and diagnostic tools.
Protective Coatings: Graphene coatings provide superior protection against corrosion, wear, and environmental damage for machinery and infrastructure.
Graphene-based materials are at the forefront of material science innovations, driving significant advancements in mechanical engineering by enabling the creation of high-performance, multifunctional products across various industries.
8. What are shape-memory alloys, and how do they function in mechanical engineering applications?
Answer:
Shape-memory alloys (SMAs) are a class of materials that can return to their original shape after being deformed when exposed to an appropriate thermal or mechanical stimulus. The most common SMA is nickel-titanium (Nitinol), known for its excellent shape-memory and superelastic properties.
Functionality:
SMAs exhibit two distinct phases: martensite and austenite. At lower temperatures, the alloy exists in the martensitic phase, which is easily deformable. When heated above a certain transition temperature, the alloy transforms into the austenitic phase, recovering its original, undeformed shape.
Mechanical Engineering Applications:
Actuators and Robotics: SMAs can be used as actuators in robotic joints and grippers, providing precise and compact movement without the need for bulky motors.
Medical Devices: SMAs are widely used in medical implants, such as stents and orthodontic wires, due to their biocompatibility and ability to adapt to physiological conditions.
Aerospace and Automotive: In aerospace, SMAs contribute to morphing wings and adaptive structures that can change shape in response to flight conditions. In automotive engineering, they are used in actuating mechanisms for adjustable seats, airbags, and adaptive suspension systems.
Consumer Electronics: SMAs enable the development of foldable and deployable components in devices like smartphones, cameras, and wearable technology.
Smart Structures: SMAs are integrated into buildings and bridges to provide adaptive responses to environmental changes, such as wind or seismic activity, enhancing structural resilience.
Advantages:
Compactness: SMAs provide significant force and movement within small, lightweight components.
Durability: They can undergo numerous shape-memory cycles without significant degradation, making them suitable for repeated use.
Energy Efficiency: SMAs require minimal energy input to activate, as they respond to ambient temperature changes or localized heating.
Challenges:
Control and Precision: Precisely controlling the activation temperature and ensuring uniform response can be complex.
Cost: SMAs are generally more expensive than traditional materials, which can limit their widespread adoption in cost-sensitive applications.
Fatigue: Prolonged cycling can lead to material fatigue, reducing the lifespan of SMA components.
Despite these challenges, shape-memory alloys continue to be a valuable asset in mechanical engineering, enabling innovative designs and functionalities that enhance the performance and adaptability of various mechanical systems.
9. How do nanocomposites enhance the performance of traditional materials, and what are some examples of their use in mechanical engineering?
Answer:
Nanocomposites are materials that incorporate nanoscale fillers—such as nanoparticles, nanotubes, or nanofibers—into a matrix of traditional materials like polymers, metals, or ceramics. These nanoscale reinforcements significantly enhance the mechanical, thermal, electrical, and barrier properties of the base materials.
Enhancements in Performance:
Mechanical Strength and Stiffness: Nanofillers like carbon nanotubes or graphene can dramatically increase the tensile strength and stiffness of composites, making them suitable for high-stress applications.
Thermal Stability: Nanocomposites often exhibit improved thermal conductivity and resistance to thermal degradation, enhancing their performance in environments with fluctuating or high temperatures.
Electrical Conductivity: Incorporating conductive nanomaterials can transform insulating polymers into electrically conductive composites, useful for electronics and electromagnetic shielding.
Barrier Properties: Nanocomposites can provide superior resistance to gas and moisture permeation, extending the lifespan of products and protecting sensitive components.
Weight Reduction: The enhanced properties of nanocomposites allow for the use of lighter materials without compromising strength, contributing to overall weight reduction in mechanical systems.
Examples of Use in Mechanical Engineering:
Aerospace Components: Nanocomposites are used to fabricate lightweight yet strong parts like wing structures, fuselage sections, and interior panels, improving fuel efficiency and performance.
Automotive Parts: They enhance the durability and weight efficiency of components such as bumpers, dashboards, and body panels, contributing to overall vehicle performance and fuel economy.
Sporting Goods: Nanocomposites are utilized in the manufacture of high-performance equipment like bicycle frames, tennis rackets, and helmets, offering superior strength and lightweight characteristics.
Industrial Machinery: Components such as gears, bearings, and casings benefit from the improved wear resistance and mechanical properties of nanocomposites, leading to longer service life and reduced maintenance.
Electronics: In mechanical systems integrated with electronics, nanocomposites provide electromagnetic shielding and improved thermal management, ensuring reliable operation of sensitive electronic components.
Medical Devices: High-strength and biocompatible nanocomposites are used in the fabrication of prosthetics, implants, and surgical instruments, enhancing their functionality and patient compatibility.
Conclusion: Nanocomposites represent a significant advancement in material science, offering enhanced performance characteristics that surpass those of traditional materials. By leveraging the unique properties of nanomaterials, mechanical engineers can develop innovative solutions that meet the demanding requirements of modern applications, driving progress across various industries.
10. What are self-healing materials, and how do they contribute to the durability and longevity of mechanical systems?
Answer:
Self-healing materials are engineered to automatically repair damage, such as cracks or scratches, without external intervention. These materials mimic biological healing processes, enhancing the durability and longevity of mechanical systems by restoring their original properties after damage occurs.
Mechanisms of Self-Healing:
Microcapsule-Based Systems: Embedded microcapsules contain healing agents that are released when cracks form, reacting with catalysts to seal the damage.
Vascular Networks: Similar to blood vessels in living organisms, these systems use a network of channels filled with healing fluids that flow to the site of damage and facilitate repair.
Intrinsic Self-Healing: Materials with reversible bonds or dynamic cross-linking can reform after being broken, allowing the material to heal itself without external agents.
Contributions to Durability and Longevity:
Extended Service Life: By repairing damage autonomously, self-healing materials prevent the propagation of cracks and other defects, thereby extending the lifespan of mechanical components and systems.
Reduced Maintenance Costs: Automatic repair reduces the need for frequent maintenance and inspections, lowering operational costs and minimizing downtime.
Enhanced Safety: Preventing catastrophic failures caused by undetected cracks or defects improves the safety of mechanical systems, particularly in critical applications like aerospace, automotive, and infrastructure.
Sustainability: Self-healing materials contribute to sustainability by reducing material waste and the need for replacement parts, aligning with eco-friendly engineering practices.
Reliability: Enhanced durability and reduced susceptibility to damage increase the reliability and performance consistency of mechanical systems.
Applications in Mechanical Engineering:
Aerospace: Self-healing composites are used in aircraft structures to automatically repair minor cracks, enhancing safety and reducing the need for repairs.
Automotive: Self-healing coatings and plastics can repair scratches and minor impacts, maintaining the aesthetic and structural integrity of vehicles.
Infrastructure: Self-healing concrete can seal cracks in bridges, buildings, and roads, preventing water ingress and corrosion of reinforcement bars, thereby extending the infrastructure’s lifespan.
Electronics: Self-healing conductive pathways can recover from minor electrical failures, ensuring the continued operation of electronic components integrated into mechanical systems.
Robotics: Self-healing materials in robotic components improve resilience and reduce downtime caused by mechanical wear and tear.
Challenges and Future Directions:
Scalability: Developing self-healing materials that can be produced at scale and integrated into large mechanical systems remains a challenge.
Healing Efficiency: Ensuring that the healing process restores full functionality and strength is crucial for the practical application of these materials.
Cost: The production and integration of self-healing materials can be more expensive than traditional materials, necessitating cost-effective manufacturing techniques.
Multi-Damage Healing: Most current self-healing materials are designed for single instances of damage; advancing these materials to handle multiple damage events is an ongoing area of research.
Conclusion: Self-healing materials offer transformative benefits for mechanical engineering by enhancing the durability, safety, and sustainability of mechanical systems. Continued advancements in material science and engineering are likely to overcome current challenges, paving the way for widespread adoption of self-healing technologies across various industries.
11. How do nanofluids improve thermal management in mechanical systems, and what are some examples of their application?
Answer:
Nanofluids are engineered colloidal suspensions of nanoparticles (such as metals, oxides, carbides, or carbon nanotubes) dispersed in conventional base fluids like water, ethylene glycol, or oils. These nanoparticles enhance the thermal properties of the base fluids, improving heat transfer efficiency in mechanical systems.
Improvements in Thermal Management:
Increased Thermal Conductivity: Nanofluids exhibit significantly higher thermal conductivity compared to their base fluids, enhancing their ability to transfer heat.
Enhanced Convective Heat Transfer: The presence of nanoparticles disrupts the boundary layer and increases turbulence at the micro-scale, improving convective heat transfer coefficients.
Improved Stability: Properly engineered nanofluids maintain a stable dispersion of nanoparticles, preventing sedimentation and ensuring consistent thermal performance over time.
Reduced Viscosity: In some cases, nanofluids can lower the viscosity of the base fluid, reducing pumping power requirements and improving flow dynamics.
Examples of Applications:
Cooling Systems: Nanofluids are used in automotive radiators, electronic cooling (such as in computer systems and power electronics), and industrial heat exchangers to enhance cooling efficiency and manage higher thermal loads.
Heat Pipes and Thermal Interfaces: Incorporating nanofluids in heat pipes and thermal interface materials improves their ability to transfer heat between components, such as between processors and heat sinks in electronics.
Solar Thermal Collectors: Nanofluids increase the efficiency of solar thermal collectors by improving heat absorption and transfer, thereby enhancing the overall performance of solar energy systems.
Nuclear Reactor Coolants: Nanofluids offer improved heat removal capabilities in nuclear reactors, contributing to safer and more efficient thermal management.
Aerospace Applications: Enhanced thermal fluids are used in spacecraft cooling systems, where efficient heat dissipation is critical for maintaining operational temperatures in extreme environments.
Medical Devices: Nanofluids can improve the cooling efficiency of medical equipment, such as MRI machines and laser devices, ensuring optimal performance and longevity.
Challenges and Future Directions:
Stability: Maintaining a uniform dispersion of nanoparticles over extended periods is challenging, as nanoparticles tend to agglomerate and settle.
Cost: The production and dispersion of high-quality nanofluids can be expensive, limiting their widespread adoption.
Compatibility: Nanoparticles must be compatible with the materials of the system components to prevent corrosion, erosion, or clogging.
Health and Safety: Handling and disposal of nanofluids require careful consideration due to potential health risks associated with nanoparticles.
Standardization: Developing standardized protocols for the preparation, characterization, and testing of nanofluids is essential for ensuring consistent performance and reliability.
Conclusion: Nanofluids represent a significant advancement in thermal management technologies, offering enhanced heat transfer capabilities that are critical for the efficient operation of modern mechanical systems. Overcoming current challenges through ongoing research and development will facilitate their broader application, contributing to more efficient, reliable, and high-performance thermal management solutions across various industries.
12. What are the ethical and environmental considerations associated with the use of nanotechnology and advanced materials in mechanical engineering, and how can engineers address these concerns?
Answer:
The integration of nanotechnology and advanced materials in mechanical engineering brings forth several ethical and environmental considerations that must be thoughtfully addressed to ensure responsible innovation and sustainable development.
Ethical Considerations:
Health and Safety: The potential toxicity and health risks associated with handling and exposure to nanoparticles must be carefully managed. Inhalation, ingestion, or dermal exposure to certain nanomaterials can pose serious health hazards.
Privacy and Security: Advanced materials used in surveillance devices or data storage systems may raise concerns about privacy and data security, necessitating ethical guidelines for their use.
Equity and Accessibility: Ensuring that the benefits of nanotechnology and advanced materials are accessible to all segments of society, preventing disparities between different socio-economic groups.
Intellectual Property: Protecting the intellectual property rights of innovations while fostering open collaboration and preventing monopolistic practices.
Environmental Considerations:
Sustainability: The production and disposal of nanomaterials can have significant environmental impacts, including resource depletion, energy consumption, and generation of hazardous waste.
Ecotoxicity: Nanoparticles released into the environment may accumulate in ecosystems, causing harm to wildlife and disrupting ecological balance.
Lifecycle Impact: Assessing the environmental footprint of advanced materials throughout their entire lifecycle—from raw material extraction to manufacturing, usage, and end-of-life disposal—is crucial for sustainable engineering practices.
Recyclability and Reuse: Developing materials that can be easily recycled or reused reduces waste and minimizes the environmental impact of production and disposal.
Addressing Ethical and Environmental Concerns:
Regulatory Compliance: Adhering to national and international regulations regarding the production, use, and disposal of nanomaterials ensures that engineering practices meet safety and environmental standards.
Risk Assessment and Management: Conducting thorough risk assessments to identify potential health and environmental hazards associated with nanomaterials and implementing strategies to mitigate these risks.
Green Engineering Practices: Incorporating sustainable design principles, such as using renewable materials, minimizing energy consumption, and designing for recyclability, to reduce the environmental impact of engineering projects.
Transparency and Public Engagement: Maintaining transparency about the use of nanotechnology and advanced materials in products and engaging with the public to address concerns and build trust.
Ethical Training and Awareness: Educating engineers about the ethical implications and environmental impacts of their work, fostering a culture of responsibility and accountability.
Research and Development: Investing in research to develop safer, more sustainable nanomaterials and advanced materials, and improving manufacturing processes to reduce environmental footprints.
Lifecycle Analysis (LCA): Utilizing LCA tools to evaluate the environmental impacts of materials and processes, guiding decisions towards more sustainable options.
Conclusion: While nanotechnology and advanced materials offer tremendous benefits for mechanical engineering, it is imperative to address the associated ethical and environmental challenges proactively. By adopting responsible engineering practices, adhering to regulations, and fostering a culture of sustainability and ethics, engineers can harness the full potential of these technologies while safeguarding human health and the environment.
Nanotechnology and Advanced Materials: Thought-Provoking Questions
1. Question:
What distinguishes nanotechnology from traditional engineering approaches in mechanical engineering, and why is it considered a transformative force in the industry?
Answer:
Nanotechnology operates at the nanoscale (1 to 100 nanometers), manipulating matter at the atomic and molecular levels to create materials and devices with unprecedented precision and properties. Traditional engineering typically deals with macroscale or microscale phenomena, where atomic-level manipulations are not feasible. The key distinctions and transformative impacts of nanotechnology in mechanical engineering include:
Enhanced Material Properties: Nanotechnology enables the creation of materials with superior strength, lighter weight, increased thermal and electrical conductivity, and improved durability. For example, incorporating carbon nanotubes into composites can significantly enhance their tensile strength and stiffness while reducing weight.
Miniaturization and Precision: It allows for the development of micro-electromechanical systems (MEMS) and nano-electromechanical systems (NEMS) that are integral to advanced sensors, actuators, and robotics, enabling more compact and efficient mechanical systems.
Innovative Manufacturing Processes: Nanotechnology introduces novel fabrication techniques such as molecular beam epitaxy and atomic layer deposition, which allow for the creation of intricate and highly precise structures that were previously unattainable with traditional methods.
Energy Efficiency and Sustainability: Nanomaterials can improve energy storage and conversion systems, such as batteries and fuel cells, enhancing their efficiency and lifespan. Additionally, nanotechnology contributes to sustainable engineering practices by enabling the development of materials that require less energy to produce and are more recyclable.
Biomedical and Environmental Applications: In mechanical engineering, nanotechnology facilitates the integration of biomedical devices, such as prosthetics with enhanced functionalities, and environmental solutions like nanofiltration systems for water purification.
Overall, nanotechnology is transformative because it pushes the boundaries of what is possible in material science and mechanical design, leading to innovations that enhance performance, efficiency, and sustainability across various engineering applications.
2. Question:
How do carbon nanotubes and graphene differ in their structural properties, and what unique advantages do each offer when utilized in mechanical engineering applications?
Answer:
Carbon nanotubes (CNTs) and graphene are both allotropes of carbon, but they differ significantly in their structural configurations and resulting properties:
Structure:
- Graphene: A single, two-dimensional sheet of carbon atoms arranged in a hexagonal lattice.
- Carbon Nanotubes: Cylindrical tubes formed by rolling graphene sheets into seamless cylinders. They can be single-walled (SWCNTs) or multi-walled (MWCNTs).
Mechanical Properties:
- Graphene: Exhibits exceptional tensile strength (~130 GPa) and stiffness (~1 TPa), making it one of the strongest known materials. Its two-dimensional structure provides remarkable flexibility and high surface area.
- Carbon Nanotubes: Possess extraordinary tensile strength (~60 GPa for SWCNTs) and Young’s modulus (~1 TPa). Their tubular structure offers high aspect ratios, making them excellent reinforcement fibers in composite materials.
Electrical and Thermal Conductivity:
- Graphene: Superior electrical and thermal conductivity due to its delocalized π-electrons, making it ideal for applications requiring efficient heat dissipation and electrical performance.
- Carbon Nanotubes: Also exhibit excellent electrical and thermal conductivity, with SWCNTs being particularly effective as nanoscale wires or conductive fillers in composites.
Applications in Mechanical Engineering:
- Graphene:
- Composites: Enhances mechanical strength and electrical conductivity of polymer matrices.
- Sensors: Utilized in highly sensitive strain gauges and pressure sensors due to its high surface area and electrical properties.
- Heat Spreaders: Improves thermal management in electronics and aerospace components by efficiently dissipating heat.
- Carbon Nanotubes:
- Reinforced Composites: Provides exceptional strength-to-weight ratios in aerospace, automotive, and sporting goods.
- Actuators and Motors: Utilized in MEMS and NEMS for their electrical and mechanical responsiveness.
- Structural Health Monitoring: Embedded in materials to monitor stress, strain, and damage through changes in electrical resistance.
- Graphene:
Advantages:
- Graphene: Offers unparalleled surface area and flexibility, making it ideal for applications requiring thin, strong, and conductive materials.
- Carbon Nanotubes: Their high aspect ratio and mechanical resilience make them excellent for reinforcing composites and creating nanoscale mechanical systems.
Both materials significantly advance mechanical engineering by enabling the creation of lighter, stronger, and more efficient components and systems.
3. Question:
What are the primary challenges associated with the large-scale production and integration of nanomaterials in mechanical engineering, and how can these challenges be addressed?
Answer:
The large-scale production and integration of nanomaterials in mechanical engineering present several challenges:
Scalability and Cost:
- Challenge: Producing high-quality nanomaterials consistently and economically at a large scale remains difficult. Methods like chemical vapor deposition (CVD) and arc discharge are complex and expensive.
- Solutions: Research and development of more cost-effective and scalable production techniques, such as roll-to-roll processing for graphene and scalable synthesis methods for carbon nanotubes, can help reduce costs. Investment in automated manufacturing processes can also enhance scalability.
Dispersion and Aggregation:
- Challenge: Nanomaterials tend to agglomerate due to strong van der Waals forces, leading to uneven distribution in composite matrices and inconsistent material properties.
- Solutions: Functionalizing nanomaterials with chemical groups can improve their compatibility with different matrices, enhancing dispersion. Advanced mixing techniques, such as ultrasonication and high-shear mixing, can also aid in achieving uniform distribution.
Health and Safety Concerns:
- Challenge: The small size and high reactivity of nanomaterials pose potential health risks, including respiratory and dermal hazards, as well as environmental impacts.
- Solutions: Implementing stringent safety protocols, including proper ventilation, protective equipment, and safe handling procedures, is essential. Additionally, developing non-toxic nanomaterials and environmentally friendly synthesis methods can mitigate these risks.
Material Property Variability:
- Challenge: Variations in the synthesis process can lead to inconsistencies in the properties of nanomaterials, affecting their performance in applications.
- Solutions: Standardizing production processes and establishing quality control measures ensure consistent material properties. Characterization techniques like electron microscopy and spectroscopy should be employed routinely to monitor quality.
Integration with Existing Manufacturing Processes:
- Challenge: Incorporating nanomaterials into traditional manufacturing workflows can be complex, requiring modifications to equipment and processes.
- Solutions: Developing hybrid manufacturing techniques that seamlessly integrate nanomaterials with conventional processes, such as additive manufacturing and injection molding, can facilitate easier integration. Training engineers and technicians in nanomanufacturing techniques is also crucial.
Regulatory and Environmental Issues:
- Challenge: Navigating the regulatory landscape for nanomaterials is challenging due to evolving standards and the lack of comprehensive regulations.
- Solutions: Collaborating with regulatory bodies to establish clear guidelines and standards for nanomaterials can streamline their adoption. Conducting thorough environmental impact assessments ensures sustainable integration of nanomaterials into mechanical engineering applications.
By addressing these challenges through technological innovation, rigorous safety practices, and collaborative efforts with regulatory agencies, the large-scale production and integration of nanomaterials in mechanical engineering can become more feasible and sustainable.
4. Question:
How do nanocomposites improve the mechanical properties of traditional materials, and what are some specific examples of their application in mechanical engineering?
Answer:
Nanocomposites are materials that incorporate nanoscale fillers (such as nanoparticles, nanofibers, or nanotubes) into a matrix of traditional materials (like polymers, metals, or ceramics). These nanofillers enhance the mechanical properties of the base materials through several mechanisms:
Reinforcement: Nanofillers provide reinforcement at the molecular level, significantly increasing tensile strength, stiffness, and toughness. Their high surface area allows for strong interfacial bonding with the matrix, distributing stress more effectively and preventing crack propagation.
Barrier Properties: Nanocomposites exhibit improved barrier properties against gases and liquids due to the tortuous path created by nanofillers, enhancing durability and corrosion resistance.
Thermal Stability: The presence of nanofillers can improve the thermal stability and heat resistance of the composite, allowing it to withstand higher temperatures without degrading.
Lightweighting: Nanofillers can enhance strength without significantly increasing weight, leading to lighter yet stronger materials, which is particularly advantageous in aerospace and automotive applications.
Specific Examples of Applications in Mechanical Engineering:
Aerospace Components:
- Application: Carbon nanotube-reinforced composites are used in aircraft wings, fuselage structures, and interior panels.
- Benefit: These nanocomposites provide high strength-to-weight ratios, improving fuel efficiency and performance while maintaining structural integrity.
Automotive Parts:
- Application: Nanocomposites are utilized in manufacturing lightweight engine components, body panels, and interior trim.
- Benefit: Enhanced mechanical properties reduce vehicle weight, contributing to better fuel economy and lower emissions without compromising safety.
Sporting Goods:
- Application: Nanofiber-reinforced polymers are used in tennis rackets, bicycle frames, and helmets.
- Benefit: These materials offer increased strength and durability while maintaining or reducing weight, enhancing performance and longevity.
Industrial Machinery:
- Application: Nanocomposites are employed in gears, bearings, and structural supports.
- Benefit: Improved wear resistance and mechanical strength extend the lifespan of machinery components, reducing maintenance costs and downtime.
Electronics Cooling Systems:
- Application: Nanocomposites with enhanced thermal conductivity are used in heat sinks and cooling channels.
- Benefit: Enhanced heat dissipation improves the performance and reliability of electronic components by maintaining optimal operating temperatures.
Medical Devices:
- Application: Biocompatible nanocomposites are used in prosthetics, implants, and surgical instruments.
- Benefit: These materials provide the necessary strength and flexibility while being safe for biological environments, improving patient outcomes and device longevity.
Conclusion: Nanocomposites represent a significant advancement over traditional materials by offering enhanced mechanical properties such as increased strength, stiffness, and durability while maintaining or reducing weight. Their versatility and superior performance make them invaluable in various mechanical engineering applications, driving innovation and efficiency across multiple industries.
5. Question:
What are shape-memory alloys (SMAs), and how are they utilized in mechanical engineering to create adaptive and responsive systems?
Answer:
Shape-memory alloys (SMAs) are a class of metallic materials that can return to a predetermined shape when subjected to specific thermal or mechanical stimuli. The most common SMA is Nickel-Titanium (Nitinol), known for its excellent shape-memory and superelastic properties.
Mechanism of Shape-Memory Effect: SMAs exhibit two distinct crystal structures: martensite and austenite. At lower temperatures, SMAs are in the martensitic phase, which is easily deformable. Upon heating above a certain transition temperature, they transform into the austenitic phase, recovering their original shape. This reversible transformation allows SMAs to “remember” their initial shape despite significant deformation.
Utilization in Mechanical Engineering:
Actuators and Robotics:
- Application: SMAs are used as actuators in robotic joints, grippers, and adaptive structures.
- Benefit: Their ability to produce significant force and precise movements in a compact form makes them ideal for creating lightweight and responsive robotic systems.
Aerospace and Automotive:
- Application: SMAs are integrated into morphing wings, adaptive suspension systems, and active aerodynamics.
- Benefit: SMAs enable components to adjust their shape in response to flight conditions or road surfaces, enhancing performance, efficiency, and safety.
Medical Devices:
- Application: SMAs are employed in stents, orthodontic wires, and minimally invasive surgical tools.
- Benefit: Their biocompatibility and ability to expand or contract in response to body temperature facilitate less invasive procedures and improve patient comfort.
Consumer Electronics:
- Application: SMAs are used in devices such as smartphones and laptops for features like foldable screens and adaptive hinges.
- Benefit: They provide smooth and reliable movement, enhancing the functionality and durability of electronic devices.
Smart Infrastructure:
- Application: SMAs are incorporated into seismic dampers and adaptive bridge components.
- Benefit: They allow structures to absorb and dissipate energy during earthquakes, improving resilience and reducing damage.
Wearable Technology:
- Application: SMAs are used in exoskeletons and adaptive clothing.
- Benefit: Their flexibility and responsiveness provide enhanced support and comfort, enabling greater mobility and functionality for users.
Advantages of Using SMAs:
Compactness: SMAs can generate large movements and forces relative to their size, making them suitable for applications where space is limited.
Energy Efficiency: They require minimal energy input to activate, as the shape change is driven by ambient temperature changes or localized heating.
Durability: SMAs can undergo numerous shape-memory cycles without significant degradation, ensuring long-term reliability in mechanical systems.
Versatility: Their ability to adapt to varying conditions makes them ideal for creating responsive and intelligent systems across diverse engineering fields.
Challenges:
Control and Precision: Precisely controlling the activation temperature and ensuring uniform shape recovery can be complex.
Cost: SMAs, particularly high-quality Nitinol, can be expensive, limiting their widespread adoption in cost-sensitive applications.
Fatigue: Prolonged cycling can lead to material fatigue, reducing the lifespan of SMA components.
Conclusion: Shape-memory alloys are invaluable in mechanical engineering for creating adaptive and responsive systems. Their unique properties enable the development of intelligent, efficient, and compact components that enhance the functionality and performance of a wide range of mechanical applications, from robotics and aerospace to medical devices and consumer electronics.
6. Question:
How do self-healing materials function, and what impact do they have on the reliability and maintenance of mechanical systems?
Answer:
Self-healing materials are engineered to autonomously repair damage, such as cracks or scratches, without external intervention. These materials mimic biological healing processes, enhancing the durability and longevity of mechanical systems by restoring their original properties after damage occurs.
Mechanisms of Self-Healing:
Microcapsule-Based Systems:
- Function: Microcapsules containing healing agents (e.g., resins or polymers) are embedded within the material matrix. When a crack forms, the capsules rupture, releasing the healing agent that reacts with a catalyst to seal the damage.
- Example: Epoxy resins with embedded microcapsules that release adhesive agents upon cracking.
Vascular Networks:
- Function: Similar to blood vessels, these systems use a network of channels filled with healing fluids. When damage occurs, the fluids flow to the site and initiate the healing process.
- Example: Materials with embedded channels that release a healing resin when cracked.
Intrinsic Self-Healing:
- Function: The material itself contains reversible bonds or dynamic cross-linking that can reform after being broken, allowing the material to heal without external agents.
- Example: Polymers with hydrogen bonding or metal-ligand interactions that enable the material to re-establish its structure after deformation.
Impact on Reliability and Maintenance:
Extended Service Life:
- Impact: Self-healing materials prevent the propagation of cracks and other defects, significantly extending the lifespan of mechanical components and systems.
- Example: Self-healing coatings on machinery reduce wear and tear, maintaining performance over longer periods.
Reduced Maintenance Costs:
- Impact: Autonomous repair mechanisms decrease the need for frequent inspections and manual repairs, lowering operational and maintenance expenses.
- Example: Self-healing seals in hydraulic systems eliminate the need for regular replacement, reducing downtime and maintenance labor costs.
Enhanced Safety:
- Impact: By preventing catastrophic failures caused by undetected cracks or material degradation, self-healing materials improve the safety and reliability of mechanical systems.
- Example: Self-healing composites in aerospace structures enhance flight safety by maintaining structural integrity even after minor damage.
Improved Performance Consistency:
- Impact: Consistent material properties ensure that mechanical systems perform reliably under various operating conditions, maintaining optimal functionality.
- Example: Self-healing bearings in high-speed machinery maintain smooth operation by repairing minor surface damages that could otherwise lead to friction and performance loss.
Sustainability and Environmental Benefits:
- Impact: Extending the lifespan of components reduces material waste and the frequency of replacements, contributing to more sustainable engineering practices.
- Example: Self-healing concrete used in infrastructure projects lowers the need for frequent repairs and replacements, reducing environmental impact.
Challenges:
Scalability: Developing self-healing materials that can be produced and integrated into large-scale mechanical systems cost-effectively.
Healing Efficiency: Ensuring that the healing process fully restores the material’s original properties and can handle multiple damage events.
Material Compatibility: Integrating self-healing mechanisms with existing materials and manufacturing processes without compromising performance.
Conclusion: Self-healing materials revolutionize the reliability and maintenance of mechanical systems by providing autonomous repair capabilities that extend service life, reduce costs, enhance safety, and promote sustainability. As research progresses and these materials become more accessible and cost-effective, their adoption across various mechanical engineering applications is expected to grow, leading to smarter and more resilient mechanical systems.
7. Question:
What role do nanofluids play in enhancing thermal management in mechanical systems, and what are the potential benefits and applications of their improved heat transfer capabilities?
Answer:
Nanofluids are engineered colloidal suspensions of nanoparticles (such as metals, oxides, carbides, or carbon nanotubes) dispersed in conventional base fluids like water, ethylene glycol, or oils. These nanoparticles enhance the thermal properties of the base fluids, significantly improving heat transfer efficiency in mechanical systems.
Role of Nanofluids in Thermal Management:
Increased Thermal Conductivity:
- Function: Nanoparticles possess higher thermal conductivity than base fluids, leading to an overall increase in the thermal conductivity of the nanofluid.
- Impact: Enhanced heat transfer rates allow for more efficient cooling and heating processes in mechanical systems.
Improved Convective Heat Transfer:
- Function: The presence of nanoparticles disrupts the boundary layer and enhances turbulence at the microscale, improving convective heat transfer coefficients.
- Impact: More effective convective cooling enables mechanical systems to operate at lower temperatures, reducing thermal stress and improving performance.
Reduced Viscosity:
- Function: In some cases, nanofluids can exhibit lower viscosity compared to base fluids, enhancing flow dynamics.
- Impact: Reduced viscosity lowers the pumping power required for fluid circulation, improving energy efficiency in cooling systems.
Enhanced Stability:
- Function: Properly engineered nanofluids maintain a uniform dispersion of nanoparticles, preventing agglomeration and sedimentation.
- Impact: Consistent thermal performance over time ensures reliable operation of mechanical systems without degradation in heat transfer capabilities.
Potential Benefits of Improved Heat Transfer:
Enhanced Efficiency: Improved heat dissipation allows mechanical systems to operate more efficiently, maintaining optimal temperatures and reducing energy consumption.
Compact Design: Superior heat transfer capabilities enable the design of more compact cooling systems, saving space and reducing the overall size and weight of mechanical components.
Extended Component Lifespan: Effective thermal management prevents overheating, reducing wear and tear on components and extending their operational lifespan.
Energy Savings: Lower pumping power requirements and more efficient cooling systems contribute to significant energy savings in industrial and consumer applications.
Applications of Nanofluids in Mechanical Engineering:
Automotive Cooling Systems:
- Application: Nanofluids are used as coolants in radiators and engine cooling systems to enhance heat dissipation.
- Benefit: Improved thermal management reduces engine temperatures, enhancing performance and reducing the risk of overheating.
Electronics Cooling:
- Application: Nanofluids are employed in cooling systems for high-performance electronics, such as CPUs, GPUs, and power electronics.
- Benefit: Enhanced heat transfer prevents overheating, ensuring reliable operation and extending the lifespan of electronic components.
Industrial Heat Exchangers:
- Application: Nanofluids are used in heat exchangers for more efficient thermal transfer in processes like chemical manufacturing, power generation, and HVAC systems.
- Benefit: Increased heat exchanger efficiency reduces energy consumption and improves process performance.
Solar Thermal Collectors:
- Application: Nanofluids are used as working fluids in solar thermal collectors to improve heat absorption and transfer.
- Benefit: Enhanced heat transfer increases the efficiency of solar energy systems, making them more viable and cost-effective.
Aerospace Thermal Management:
- Application: Nanofluids are utilized in cooling systems for aerospace components, such as avionics and propulsion systems.
- Benefit: Improved thermal management ensures optimal performance and reliability of critical aerospace systems under extreme conditions.
Biomedical Devices:
- Application: Nanofluids are used in medical cooling systems and diagnostic equipment to enhance thermal regulation.
- Benefit: Enhanced heat transfer capabilities improve the safety and effectiveness of medical devices, ensuring patient comfort and device reliability.
Challenges and Future Directions:
Stability: Maintaining a uniform dispersion of nanoparticles over extended periods remains a challenge, as particles tend to agglomerate or settle.
Cost: The production and maintenance of nanofluids can be more expensive than traditional fluids, limiting their widespread adoption.
Compatibility: Ensuring that nanofluids are compatible with existing materials and systems to prevent corrosion or clogging is essential.
Health and Safety: Addressing potential health risks associated with nanoparticle exposure during manufacturing, handling, and disposal is crucial.
Standardization: Developing standardized protocols for the preparation, characterization, and testing of nanofluids ensures consistent performance and reliability.
Conclusion: Nanofluids significantly enhance thermal management in mechanical systems by improving heat transfer efficiency, enabling more compact and energy-efficient designs, and extending the lifespan of components. Their applications span across automotive, electronics, industrial, aerospace, and biomedical engineering, offering substantial benefits. Overcoming current challenges through ongoing research and development will facilitate the broader adoption of nanofluids, driving advancements in thermal management technologies and contributing to more efficient and sustainable mechanical systems.
8. Question:
How do nanomaterials contribute to the development of lightweight and high-strength components in the aerospace and automotive industries, and what are the benefits of such advancements?
Answer:
Nanomaterials, such as carbon nanotubes (CNTs), graphene, and nanocomposites, play a pivotal role in developing lightweight and high-strength components in the aerospace and automotive industries. These materials offer exceptional mechanical properties while maintaining or reducing weight, leading to significant performance and efficiency improvements.
Contribution of Nanomaterials:
Carbon Nanotubes (CNTs):
- Application: Integrated into metal or polymer matrices to create CNT-reinforced composites used in aircraft fuselage, wing structures, and automotive chassis.
- Benefit: CNTs provide extraordinary tensile strength and stiffness, enhancing the structural integrity of components without adding significant weight.
Graphene:
- Application: Used in the fabrication of graphene-enhanced composites for high-performance automotive parts like engine covers and body panels.
- Benefit: Graphene’s high strength and electrical conductivity improve the mechanical performance and functionality of automotive components.
Nanocomposites:
- Application: Employed in manufacturing lightweight components such as brake discs, heat exchangers, and body panels.
- Benefit: Nanocomposites offer superior strength-to-weight ratios, corrosion resistance, and thermal stability, making them ideal for demanding environments in aerospace and automotive applications.
Metal Matrix Nanocomposites (MMNCs):
- Application: Used in aerospace engine parts and automotive suspension systems.
- Benefit: MMNCs combine the ductility and toughness of metals with the high strength and stiffness of nanofillers, resulting in components that can withstand extreme stresses and temperatures.
Polymer Nanocomposites:
- Application: Utilized in interior components, dashboards, and lightweight armor in vehicles.
- Benefit: Polymer nanocomposites provide enhanced mechanical properties, flame retardancy, and aesthetic qualities without compromising weight.
Benefits of Lightweight and High-Strength Components:
Fuel Efficiency:
- Benefit: Reducing the weight of vehicles and aircraft leads to lower fuel consumption, resulting in cost savings and reduced greenhouse gas emissions.
- Example: Lightweight composites in aircraft structures decrease the overall mass, improving fuel efficiency and payload capacity.
Improved Performance:
- Benefit: High-strength materials allow for the design of more robust and agile components, enhancing the overall performance and handling characteristics of vehicles and aircraft.
- Example: Reinforced chassis and suspension components in automobiles provide better handling and durability under high-stress conditions.
Enhanced Safety:
- Benefit: Stronger materials improve the crashworthiness and structural integrity of vehicles and aircraft, enhancing occupant safety.
- Example: Nanocomposite materials in automotive crumple zones absorb and dissipate impact energy more effectively, reducing injury risks during collisions.
Extended Component Lifespan:
- Benefit: High-strength nanomaterials resist wear, fatigue, and corrosion, leading to longer-lasting components that require less frequent maintenance and replacement.
- Example: Aircraft engine parts made from metal matrix nanocomposites exhibit superior resistance to high temperatures and mechanical stresses, extending engine life.
Design Flexibility:
- Benefit: Nanomaterials allow for the creation of complex and intricate designs that were previously difficult or impossible to manufacture with traditional materials.
- Example: Advanced aerospace components with optimized geometries for aerodynamics and structural integrity can be produced using additive manufacturing techniques combined with nanocomposites.
Environmental Impact:
- Benefit: Lightweight and efficient components contribute to lower emissions and energy consumption, aligning with global sustainability goals.
- Example: Electric vehicles benefit from lightweight batteries and structural components, enhancing range and reducing the environmental footprint.
Challenges and Future Directions:
Manufacturing Complexity: Integrating nanomaterials into large-scale production processes requires advanced manufacturing techniques and quality control measures.
Cost: The high cost of nanomaterials and the complexity of manufacturing processes can limit their widespread adoption in cost-sensitive industries.
Material Compatibility: Ensuring that nanomaterials are compatible with existing manufacturing processes and base materials is essential for successful integration.
Scalability: Developing scalable production methods for nanomaterials without compromising their unique properties remains a significant challenge.
Conclusion: Nanomaterials are revolutionizing the aerospace and automotive industries by enabling the creation of lightweight and high-strength components that enhance performance, safety, and fuel efficiency. These advancements contribute to more sustainable and cost-effective engineering solutions, driving innovation and competitiveness in these critical sectors. Overcoming current challenges through continued research and development will further unlock the potential of nanomaterials, leading to broader adoption and transformative impacts on mechanical engineering practices.
9. Question:
What are the environmental and health risks associated with the use of nanomaterials in mechanical engineering, and what measures can engineers take to mitigate these risks?
Answer:
The use of nanomaterials in mechanical engineering, while offering significant performance enhancements, also introduces environmental and health risks due to their unique properties and small size. Addressing these risks is essential to ensure the safe and sustainable integration of nanotechnology into engineering practices.
Environmental Risks:
Ecotoxicity:
- Risk: Nanomaterials can accumulate in ecosystems, potentially harming aquatic and terrestrial organisms. Their small size allows them to penetrate biological membranes, causing cellular damage.
- Mitigation Measures:
- Environmental Impact Assessments: Conduct thorough evaluations to understand the ecological effects of nanomaterial release.
- Safe Disposal Practices: Implement protocols for the safe disposal and recycling of nanomaterials to prevent environmental contamination.
- Development of Eco-Friendly Nanomaterials: Research and develop nanomaterials that are biodegradable or have minimal ecological impact.
Persistence and Bioaccumulation:
- Risk: Some nanomaterials are persistent in the environment and can bioaccumulate in living organisms, leading to long-term ecological disruptions.
- Mitigation Measures:
- Design for Degradability: Create nanomaterials that can break down into non-toxic substances over time.
- Containment Strategies: Use closed-loop systems and barriers to prevent nanomaterials from entering natural ecosystems.
Health Risks:
Respiratory and Dermal Exposure:
- Risk: Inhalation or skin contact with nanomaterials can cause respiratory issues, skin irritation, or other health problems due to their high reactivity and ability to penetrate biological barriers.
- Mitigation Measures:
- Personal Protective Equipment (PPE): Ensure that workers handling nanomaterials wear appropriate PPE, such as masks, gloves, and protective clothing.
- Ventilation Systems: Install advanced ventilation and filtration systems in manufacturing areas to capture airborne nanomaterials.
- Training and Education: Provide comprehensive training for workers on the safe handling and potential hazards of nanomaterials.
Toxicity and Carcinogenicity:
- Risk: Certain nanomaterials may have toxic or carcinogenic effects, leading to long-term health issues for individuals exposed to them.
- Mitigation Measures:
- Material Safety Data Sheets (MSDS): Maintain detailed safety information for all nanomaterials used, ensuring that workers are informed about potential hazards.
- Health Monitoring Programs: Implement regular health screenings and monitoring for workers exposed to nanomaterials to detect and address health issues early.
Regulatory and Compliance Measures:
Adherence to Standards: Comply with national and international regulations governing the use, handling, and disposal of nanomaterials, such as those set by the Occupational Safety and Health Administration (OSHA) and the Environmental Protection Agency (EPA).
Risk Management Frameworks: Develop and implement comprehensive risk management strategies that identify, assess, and mitigate potential hazards associated with nanomaterials.
Collaborative Research: Engage in collaborative research with institutions and regulatory bodies to stay updated on the latest findings regarding nanomaterial safety and to contribute to the development of best practices.
Ethical Considerations:
Transparency: Maintain transparency about the use and potential risks of nanomaterials in products and manufacturing processes, ensuring that stakeholders are adequately informed.
Responsibility: Engineers and companies have a responsibility to prioritize safety and sustainability, avoiding shortcuts that could compromise health or environmental integrity.
Conclusion: While nanomaterials offer substantial benefits in mechanical engineering, their integration must be managed carefully to mitigate environmental and health risks. By adopting stringent safety protocols, adhering to regulatory standards, and fostering a culture of responsibility and transparency, engineers can ensure that the advantages of nanotechnology are realized without compromising the well-being of individuals or ecosystems. Ongoing research and proactive risk management are essential for the sustainable advancement of nanotechnology in mechanical engineering.
10. Question:
How do nanomaterials enhance the performance of traditional mechanical components such as bearings, gears, and seals, and what improvements can be expected in their operational longevity and efficiency?
Answer:
Nanomaterials, when integrated into traditional mechanical components like bearings, gears, and seals, significantly enhance their performance by improving mechanical properties, reducing friction, and increasing wear resistance. These enhancements lead to longer operational lifespans and greater efficiency in mechanical systems.
Enhancements in Performance:
Bearings:
- Nanomaterial Integration: Incorporation of nanoparticles (e.g., graphene, silicon dioxide) into bearing lubricants or coatings.
- Performance Improvements:
- Reduced Friction: Nanoparticles act as solid lubricants, filling surface irregularities and reducing direct metal-to-metal contact, thereby decreasing friction.
- Increased Wear Resistance: Enhanced hardness and protective coatings prevent wear and tear, extending bearing life.
- Improved Heat Dissipation: Nanomaterials with high thermal conductivity help dissipate heat more effectively, maintaining optimal operating temperatures.
- Operational Longevity and Efficiency: Bearings experience less wear and lower friction, leading to smoother operation, reduced energy consumption, and extended service intervals.
Gears:
- Nanomaterial Integration: Use of nanocomposite materials or surface coatings with nanofillers on gear teeth.
- Performance Improvements:
- Enhanced Strength and Durability: Nanofillers increase the hardness and tensile strength of gear materials, enabling them to withstand higher loads and stresses.
- Reduced Wear and Fatigue: Protective nanocoatings minimize surface degradation, reducing the risk of fatigue failure and wear-related issues.
- Improved Lubrication: Nanomaterials in lubricants provide superior lubrication properties, ensuring consistent performance under varying loads.
- Operational Longevity and Efficiency: Gears maintain their integrity and functionality over longer periods, reducing the need for frequent replacements and ensuring consistent power transmission with minimal energy loss.
Seals:
- Nanomaterial Integration: Incorporation of nanoparticles into seal elastomers or surface coatings on sealing surfaces.
- Performance Improvements:
- Enhanced Sealing Performance: Nanoparticles improve the elasticity and flexibility of seals, ensuring tighter and more reliable seals.
- Increased Resistance to Wear and Tear: Nanocoatings on sealing surfaces reduce abrasion and degradation, extending seal lifespan.
- Improved Chemical and Thermal Stability: Nanomaterials enhance the resistance of seals to harsh chemicals and extreme temperatures, broadening their application range.
- Operational Longevity and Efficiency: Seals maintain their sealing capabilities for extended periods, preventing leaks and reducing maintenance requirements, thereby enhancing the overall efficiency and reliability of mechanical systems.
Specific Examples of Improvements:
Graphene-Enhanced Lubricants: These lubricants exhibit superior load-bearing capacity and reduce friction more effectively than conventional lubricants, leading to smoother and quieter operation of bearings and gears.
Carbon Nanotube Reinforced Gears: Gears reinforced with carbon nanotubes demonstrate significantly higher strength and resistance to wear, allowing them to operate under higher stress conditions without failure.
Silicon Dioxide Nanocoatings on Seals: These coatings provide a hard, protective layer that resists wear and chemical degradation, ensuring that seals remain effective in demanding environments.
Benefits of Nanomaterial-Enhanced Components:
Energy Efficiency: Reduced friction and wear lead to lower energy consumption in mechanical systems, contributing to overall energy savings and reduced operational costs.
Reduced Downtime: Enhanced durability and longer component lifespans minimize the frequency of maintenance and replacements, reducing system downtime and increasing productivity.
Cost Savings: Although the initial cost of nanomaterials may be higher, the extended lifespan and improved efficiency of components result in long-term cost savings through reduced maintenance and operational expenses.
Improved Reliability and Safety: More reliable components enhance the safety of mechanical systems by preventing unexpected failures and ensuring consistent performance.
Challenges and Considerations:
Material Compatibility: Ensuring that nanomaterials are compatible with existing materials and manufacturing processes is crucial to avoid adverse reactions or degradation.
Cost and Scalability: The integration of nanomaterials can increase the cost of components. Developing cost-effective and scalable manufacturing techniques is essential for widespread adoption.
Health and Safety: Proper handling and processing of nanomaterials are necessary to mitigate health risks associated with nanoparticle exposure during manufacturing.
Conclusion: Nanomaterials significantly enhance the performance of traditional mechanical components by improving their mechanical properties, reducing friction, and increasing wear resistance. These improvements lead to longer operational lifespans, greater efficiency, and reduced maintenance costs in mechanical systems. As nanotechnology continues to advance, the integration of nanomaterials into mechanical components is expected to become more prevalent, driving innovation and efficiency in the aerospace, automotive, and industrial sectors.
11. Question:
How do nanostructured coatings improve the surface properties of mechanical components, and what are the implications of these improvements for industrial applications?
Answer:
Nanostructured coatings are thin layers of material engineered at the nanoscale to enhance the surface properties of mechanical components. These coatings improve characteristics such as hardness, wear resistance, corrosion resistance, and lubrication, thereby extending the lifespan and performance of the underlying materials.
Improvements in Surface Properties:
Increased Hardness and Wear Resistance:
- Function: Nanostructured coatings, such as titanium nitride (TiN) or chromium carbide (CrC), provide a hard surface layer that resists abrasion and wear.
- Implications: Components like cutting tools, bearings, and gears experience less wear, maintaining their functionality and precision over extended use.
Enhanced Corrosion Resistance:
- Function: Coatings like aluminum oxide (Al2O3) or zinc coatings protect the base material from corrosive environments.
- Implications: Industrial components operating in harsh environments (e.g., chemical processing, marine applications) exhibit prolonged lifespans and reduced maintenance needs due to minimized corrosion.
Improved Lubrication:
- Function: Nanostructured lubricious coatings, such as diamond-like carbon (DLC), reduce friction between moving surfaces.
- Implications: Enhanced lubrication leads to smoother operation, lower energy consumption, and decreased wear in mechanical systems like engines, turbines, and conveyor belts.
Increased Thermal Stability:
- Function: High-temperature nanostructured coatings can withstand extreme thermal conditions without degrading.
- Implications: Components in aerospace engines, industrial furnaces, and automotive engines maintain their integrity and performance under high-temperature operations.
Self-Cleaning and Anti-Fouling Properties:
- Function: Coatings with nanostructures, such as superhydrophobic surfaces, repel water and contaminants.
- Implications: Reduced accumulation of dirt, debris, and biological growth on surfaces like marine propellers, heat exchangers, and optical components ensures consistent performance and lowers maintenance efforts.
Implications for Industrial Applications:
Tooling and Machining:
- Application: Nanostructured coatings on cutting tools (e.g., drills, milling cutters) reduce wear and extend tool life.
- Benefit: Enhanced tool durability lowers costs associated with tool replacement and downtime, improving machining efficiency and precision.
Automotive and Aerospace:
- Application: Engine components, gears, and bearings coated with nanostructured materials resist wear and corrosion.
- Benefit: Increased reliability and performance of critical systems, leading to safer and more efficient vehicles and aircraft.
Energy Sector:
- Application: Turbine blades, heat exchangers, and pipeline interiors utilize nanostructured coatings for improved thermal and wear resistance.
- Benefit: Enhanced efficiency and longevity of energy infrastructure, reducing operational costs and maintenance requirements.
Manufacturing Equipment:
- Application: Conveyor belts, rollers, and seals coated with nanostructured materials experience reduced friction and wear.
- Benefit: Smoother and more reliable operation of manufacturing lines, increasing productivity and reducing energy consumption.
Medical Devices:
- Application: Surgical instruments and implants coated with biocompatible nanostructured materials prevent corrosion and enhance performance.
- Benefit: Improved safety and effectiveness of medical devices, ensuring better patient outcomes and device longevity.
Marine and Offshore:
- Application: Ship hulls, propellers, and offshore equipment utilize anti-fouling nanostructured coatings to resist biofouling and corrosion.
- Benefit: Reduced drag and maintenance costs, enhancing fuel efficiency and operational reliability in marine environments.
Challenges and Considerations:
Adhesion and Durability: Ensuring that nanostructured coatings adhere well to the base material and maintain their properties under mechanical stress is crucial for their effectiveness.
Cost and Complexity: The application of nanostructured coatings can be more expensive and technologically demanding compared to traditional coatings, necessitating cost-benefit analyses for widespread adoption.
Environmental Impact: The production and disposal of nanostructured coatings must be managed to prevent environmental contamination and adhere to safety regulations.
Conclusion: Nanostructured coatings significantly enhance the surface properties of mechanical components, offering improved hardness, wear resistance, corrosion protection, lubrication, and thermal stability. These advancements have profound implications for various industrial applications, leading to more durable, efficient, and reliable mechanical systems. By addressing challenges related to adhesion, cost, and environmental impact, the adoption of nanostructured coatings can drive innovation and performance across multiple engineering sectors.
12. Question:
What are digital twins in the context of mechanical engineering, and how do they leverage nanotechnology and advanced materials to optimize design and maintenance processes?
Answer:
Digital twins are virtual replicas of physical systems, processes, or components that are continuously updated with real-time data from their real-world counterparts. In mechanical engineering, digital twins integrate data from sensors, simulations, and historical performance to create a dynamic and interactive model that mirrors the behavior and condition of the physical entity.
Leveraging Nanotechnology and Advanced Materials:
Enhanced Sensing and Data Collection:
- Nanotechnology Integration: Nanomaterials enable the creation of highly sensitive sensors and actuators integrated into mechanical components.
- Impact: These nanosensors provide precise and comprehensive data on various parameters such as temperature, stress, strain, vibration, and chemical exposure, feeding into the digital twin for accurate monitoring and analysis.
Improved Material Performance Monitoring:
- Advanced Materials Integration: Self-healing materials and nanocomposites embedded with nanomaterials offer real-time insights into material health.
- Impact: Digital twins can track the condition of advanced materials, predicting potential failures and optimizing maintenance schedules to prevent downtime and extend component lifespans.
Simulation and Optimization:
- Nanotechnology Integration: Advanced materials with unique properties are modeled within digital twins to simulate their behavior under different conditions.
- Impact: Engineers can use these simulations to optimize designs for enhanced performance, efficiency, and durability, leveraging the superior properties of nanomaterials to push design boundaries.
Optimization of Design Processes:
Iterative Design Improvement: Digital twins allow engineers to test and refine designs in a virtual environment, utilizing data from nanomaterial-enhanced components to achieve optimal performance before physical prototypes are created.
Customization and Flexibility: By understanding how advanced materials behave in real-time, engineers can tailor designs to meet specific performance criteria, enabling customized solutions for diverse applications.
Predictive Analytics: The integration of nanotechnology with digital twins facilitates predictive maintenance, where data-driven insights predict when and where maintenance is needed, reducing unexpected failures and optimizing resource allocation.
Optimization of Maintenance Processes:
Real-Time Monitoring: Digital twins continuously monitor the condition of mechanical systems, utilizing nanosensor data to detect anomalies and assess wear and tear.
Proactive Maintenance: Predictive analytics enabled by digital twins allow for maintenance to be performed proactively, addressing issues before they escalate into major failures, thereby minimizing downtime and maintenance costs.
Lifecycle Management: Digital twins provide comprehensive insights into the entire lifecycle of mechanical components, enabling better planning for replacements, upgrades, and end-of-life management.
Industrial Applications:
Aerospace:
- Application: Digital twins of aircraft engines and structural components integrate nanosensors and advanced materials to monitor performance and predict maintenance needs.
- Benefit: Enhanced safety, reduced maintenance costs, and improved engine efficiency through real-time performance optimization.
Automotive:
- Application: Digital twins of vehicles and their subsystems leverage nanomaterials for enhanced performance monitoring and predictive maintenance.
- Benefit: Increased vehicle reliability, reduced downtime, and optimized performance through data-driven maintenance strategies.
Manufacturing:
- Application: Digital twins of manufacturing equipment and processes incorporate nanotechnology-enabled sensors to monitor operational conditions.
- Benefit: Improved operational efficiency, reduced energy consumption, and enhanced product quality through continuous process optimization.
Energy Sector:
- Application: Digital twins of turbines, generators, and other energy infrastructure integrate advanced materials and nanosensors for performance monitoring.
- Benefit: Enhanced reliability and efficiency of energy systems, reduced maintenance costs, and prolonged asset lifespans through proactive maintenance.
Challenges and Future Directions:
Data Integration: Combining vast amounts of data from nanosensors and advanced materials into digital twins requires robust data management and integration strategies.
Computational Power: Simulating the behavior of nanomaterials within digital twins demands significant computational resources and advanced algorithms.
Security and Privacy: Protecting the data and models of digital twins from cyber threats is critical to ensuring the integrity and reliability of mechanical systems.
Interdisciplinary Collaboration: Effective utilization of digital twins leveraging nanotechnology requires collaboration between materials scientists, mechanical engineers, data analysts, and IT professionals.
Conclusion: Digital twins represent a cutting-edge advancement in mechanical engineering, providing a comprehensive and dynamic means to optimize design and maintenance processes. By integrating nanotechnology and advanced materials, digital twins offer unprecedented insights into the performance and condition of mechanical systems, enabling proactive maintenance, enhanced design optimization, and improved operational efficiency. As technology continues to evolve, the synergy between digital twins and nanotechnology will play a pivotal role in driving innovation and sustainability in mechanical engineering.