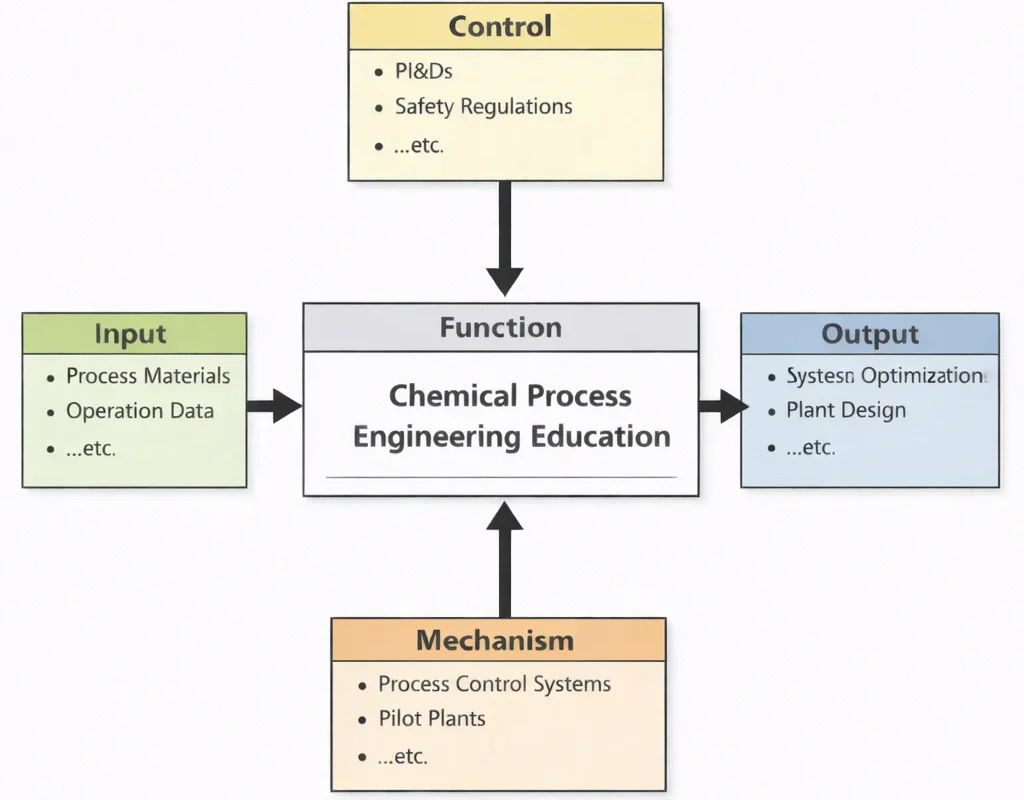
Chemical Process Engineering Education, viewed through this diagram, teaches students how to think in flows, constraints, and consequences. The Inputs anchor learning in what a plant actually handles—materials moving through units, and data that reveals pressures, temperatures, compositions, and performance under changing conditions. The Controls ensure that decisions are not improvised: P&IDs teach students to read the plant’s “logic,” while safety regulations enforce disciplined design limits and risk-aware operation. The Mechanisms give learners the power to act: control systems train them to stabilize and regulate processes, and pilot plants let them test ideas, observe dynamics, and learn from deviations without catastrophic cost. The Outputs are graduates who can design plants that work on paper and in reality, and who can optimize systems so they run efficiently, safely, and consistently—day after day, not only under ideal conditions.
Chemical Process Engineering plays a pivotal role in transforming raw materials into valuable products through efficient, scalable, and sustainable methods. It is deeply interconnected with the broader domain of Chemical Engineering, providing the systematic approaches necessary for designing, operating, and optimizing chemical plants. The integration of biological components into processes, as seen in Biochemical Engineering, has expanded its application into pharmaceuticals, food, and biofuels.
A comprehensive understanding of Chemical Catalysis and Reaction Engineering is essential, as most processes begin with molecular transformations. These often demand specialized materials, linking the discipline to Chemical Materials Engineering. Engineers also work closely with Chemical Energy Systems Engineering to ensure efficient energy usage, whether through combustion, electrochemical systems, or renewables.
Modern process design increasingly depends on Computational Chemical Engineering tools, enabling simulation, modeling, and real-time process control. Applications in consumer products and packaging highlight the relevance of Food and Beverage Engineering. Additionally, nanostructured catalysts and advanced process intensification methods are studied in Nanotechnology in Chemical Engineering.
In manufacturing polymers and composites, the principles of Polymer and Plastics Engineering are closely tied to process conditions such as temperature profiles, mixing regimes, and extrusion rates. These processes often take place in large facilities designed in collaboration with Civil Engineering professionals and managed through expertise in Construction Management.
Process engineers contribute to safety and resilience through knowledge drawn from Earthquake and Disaster Engineering and Geotechnical Engineering. Structural design of chemical plants is aligned with the practices of Structural Engineering, while logistics and facility layout are informed by Transportation Engineering and Urban and Regional Planning.
Processes involving separation, filtration, and treatment rely heavily on the principles used in Water Resources Engineering. Automation and control of operations are handled in collaboration with experts in Electrical and Electronic Engineering, particularly in subfields such as Biomedical Electronics and Communication Engineering.
The application of Control Systems Engineering ensures stability, safety, and efficiency in both batch and continuous operations. Instrumentation such as sensors, actuators, and automated valves are integral components that fall under Instrumentation and Measurement. Engineers also harness microcontrollers and embedded solutions from Embedded Systems and Microelectronics to enable smart processing platforms and digital twins.

A futuristic industrial facility fills the scene with tall distillation columns, pipes, valves, and interconnected processing units extending into the background. On the right, an engineer in a lab coat and hard hat holds a tablet, facing the plant as if supervising operations. Transparent holographic overlays appear across the foreground and midair: bar charts, trend lines, and interface panels suggesting production metrics, efficiency, and safety monitoring. Above the plant, symbolic icons (molecules, equipment, analysis tools) reinforce the idea of integrated process design—where chemistry, equipment, control systems, and data analytics work together to convert raw materials into useful products at scale.
Chemical Process Engineering – Invisible FAQ
- How does chemical process engineering relate to overall chemical plant design?
- Chemical process engineering provides the quantitative framework for designing and optimising the sequence of unit operations and reactions that transform raw materials into products. It links flowsheets, equipment sizing, heat and mass balances and safety analysis into a coherent plant design.
- In what way is chemical process engineering different from general chemical engineering?
- General chemical engineering covers a broad spectrum including materials, environmental systems and product design. Chemical process engineering focuses more narrowly on the design, simulation, control and optimisation of process routes and unit operations in order to deliver safe, efficient and sustainable production.
- Why are unit operations a central concept in chemical process engineering?
- Unit operations provide a modular way to describe processes through common building blocks such as distillation, absorption, extraction, heat exchange and mixing. This modularity allows engineers to analyse, scale and recombine operations efficiently across different industries and products.
- What role do steady-state and dynamic simulations play in process engineering?
- Steady-state simulations help determine mass and energy balances, equipment duties and operating points, while dynamic simulations capture time-dependent behaviour such as start-up, shutdown and disturbances. Together they support safer design, smoother operation and better control strategies.
- How does process integration improve energy and resource efficiency?
- Process integration examines the whole plant to identify opportunities for heat recovery, shared utilities, material recycling and debottlenecking. Techniques such as pinch analysis reveal where heat exchangers, re-use loops and alternative flowsheets can significantly reduce energy use and waste.
- What is the connection between process control and product quality?
- Process control maintains key variables within specified ranges, ensuring reactions, separations and mixing steps occur under conditions that produce consistent compositions and properties. Well-designed control strategies directly support stable product quality and reduced off-spec production.
- How do process engineers address environmental and regulatory requirements?
- They incorporate emission controls, waste treatment steps, safer solvents and cleaner reaction routes into flowsheets, and apply life-cycle thinking. Process engineers also generate the data required for compliance, such as emissions estimates and risk assessments, and adapt designs to new regulations.
- What are common challenges when scaling up a process from lab to pilot and full scale?
- Challenges include reproducing mixing and heat transfer patterns, preserving reaction selectivity, managing non-ideal fluid behaviour and ensuring robust control. Equipment limitations, safety margins and economic constraints must all be addressed during scale-up.
- How are modern computational tools changing chemical process engineering practice?
- Modern tools integrate simulation, optimisation, data analytics and digital twins, allowing engineers to explore many design options quickly, predict process responses to disturbances, and use plant data to refine models and operating strategies throughout the plant life cycle.
- Which foundational skills are most important for students in chemical process engineering?
- Core skills include material and energy balance calculations, thermodynamics, transport phenomena, reaction engineering, numerical methods, process simulation, process control and an understanding of safety, sustainability and economic evaluation.
- Chemical Engineering topics:
- Chemical Engineering – Overview
- Chemical Process Engineering
- Chemical Catalysis & Reaction Engineering
- Chemical Materials Engineering
- Chemical Energy Systems Engineering
- Polymer & Plastics Engineering
- Nanotechnology in Chemical Engineering
- Biochemical Engineering
- Food & Beverage Engineering
- Computational Chemical Engineering
Core Areas of Chemical Process Engineering
Process Design and Development
- Definition:
Designing chemical processes to convert raw materials into desired products. - Key Components:
- Process Flow Diagrams (PFDs): Represent the overall structure of a chemical process.
- Piping and Instrumentation Diagrams (P&IDs): Detailed layouts of process equipment, piping, and instrumentation.
- Equipment Selection: Choosing suitable reactors, heat exchangers, distillation columns, and separators.
- Applications:
- Designing new chemical plants.
- Improving existing manufacturing processes.
Process Simulation and Modeling
- Definition:
Using computational tools to simulate and analyze chemical processes before physical implementation. - Tools:
- ASPEN Plus, HYSYS, CHEMCAD: Process modeling software for simulation.
- Computational Fluid Dynamics (CFD): Analyzes fluid flow, heat transfer, and chemical reactions within process units.
- Benefits:
- Optimizing process efficiency and reducing costs.
- Identifying bottlenecks and safety risks in the design phase.
Process Control and Automation
- Definition:
Managing and regulating industrial chemical processes to ensure consistent, safe, and efficient operation. - Control Strategies:
- Feedback Control: Adjusts processes based on output deviations.
- Feedforward Control: Anticipates changes and adjusts inputs accordingly.
- Advanced Process Control (APC): Incorporates real-time data and predictive models for optimization.
- Automation Tools:
- Distributed Control Systems (DCS).
- Supervisory Control and Data Acquisition (SCADA) systems.
Scale-Up and Pilot Plant Design
- Definition:
Transitioning chemical processes from laboratory-scale experiments to full-scale industrial production. - Steps in Scale-Up:
- Bench-Scale Testing: Small-scale experiments to validate process concepts.
- Pilot Plant: Intermediate-scale systems to test process feasibility.
- Commercial Scale: Full-scale production with optimized designs.
- Challenges:
- Maintaining product quality and process stability during scale-up.
- Managing heat and mass transfer issues at larger scales.
Heat and Mass Transfer
- Definition:
Designing systems for efficient transfer of heat and materials within chemical processes. - Applications:
- Heat Exchangers: Devices for transferring heat between fluids.
- Distillation Columns: For separating chemical mixtures based on boiling points.
- Membrane Separation: For purifying and separating components.
Reaction Engineering
- Definition:
Designing and analyzing chemical reactors to maximize yield and efficiency. - Reactor Types:
- Batch Reactors: For small-scale or specialty chemical production.
- Continuous Stirred-Tank Reactors (CSTRs): For continuous processes.
- Plug Flow Reactors (PFRs): For high-efficiency continuous reactions.
- Key Focus:
- Reaction kinetics and thermodynamics.
- Catalyst design and selection.
Process Optimization
- Definition:
Improving process performance by reducing costs, increasing yields, and minimizing waste. - Techniques:
- Linear and Non-Linear Programming: For resource allocation and cost minimization.
- Six Sigma and Lean Manufacturing: For process improvement and waste reduction.
- Energy Integration: Optimizing energy use within the plant.
Safety and Risk Management
- Definition:
Identifying, assessing, and mitigating risks associated with chemical processes. - Tools and Techniques:
- Hazard and Operability Study (HAZOP): Systematic examination of process hazards.
- Quantitative Risk Assessment (QRA): Probability analysis of hazardous events.
- Process Safety Management (PSM): Comprehensive safety management systems.
Environmental and Sustainability Engineering
- Definition:
Designing processes that minimize environmental impact and promote sustainability. - Strategies:
- Green Chemistry: Using environmentally friendly materials and processes.
- Waste Minimization: Reducing by-products and emissions.
- Energy Efficiency: Implementing heat recovery and renewable energy integration.
Applications of Chemical Process Engineering
Petrochemical and Refining Industry
Chemical process engineers are central to the design, optimization, and innovation of processes within the petrochemical and refining industry. They oversee the transformation of crude oil into valuable commodities such as transportation fuels, lubricants, plastics, and synthetic fibers. Traditional processes like fractional distillation, catalytic cracking, and alkylation are now being enhanced by advanced control systems and real-time optimization tools. Environmental considerations are driving the adoption of technologies for sulfur recovery, flare gas recovery, and CO₂ emissions reduction.
- Processes:
- Crude oil refining, cracking, and polymerization.
- Products:
- Fuels (gasoline, diesel), plastics, synthetic fibers.
In the transition toward a low-carbon future, chemical engineers are developing electrified steam crackers and evaluating bio-based feedstocks as alternatives to petroleum. These innovations ensure that the refining industry remains relevant in the age of sustainability and climate accountability.
Pharmaceutical Manufacturing
Chemical process engineers contribute to every stage of drug development and manufacturing—from synthetic route design to scale-up and quality assurance. Precision, purity, and compliance with stringent regulations are paramount. Engineers utilize continuous flow reactors, microfluidic platforms, and automation to reduce batch variability and improve efficiency. Techniques like hot melt extrusion and supercritical fluid processing are enabling novel drug delivery methods.
- Processes:
- Drug synthesis, formulation, and production.
- Technologies:
- Controlled drug release systems.
- Continuous manufacturing for pharmaceutical compounds.
The integration of continuous manufacturing and real-time PAT (Process Analytical Technology) allows for agile production lines capable of quickly switching between products, supporting the growth of personalized medicine and pandemic preparedness.
Food and Beverage Industry
In the food and beverage sector, chemical process engineering ensures that food is produced safely, efficiently, and sustainably. Engineers work on the pasteurization of dairy, fermentation of beverages, drying of ingredients, and formulation of processed foods. Innovations such as high-pressure processing (HPP), ohmic heating, and cold plasma treatment are being explored to extend shelf life while preserving nutrients.
- Processes:
- Pasteurization, fermentation, and food preservation.
- Technologies:
- Spray drying, extrusion, and packaging.
Chemical engineers are also applying digital twin technologies and IoT-based sensors to improve traceability, monitor microbial contamination, and optimize ingredient ratios for nutritional balance and consumer satisfaction.
Renewable Energy and Biofuels
This sector benefits greatly from chemical process engineering innovations in converting biomass, algae, and organic waste into usable forms of energy. Engineers work on enzymatic hydrolysis of cellulose, anaerobic digestion for biogas, transesterification for biodiesel, and advanced thermochemical processes like pyrolysis and gasification. Algal bioreactors and genetically modified microbes are being studied to increase biofuel yields.
- Processes:
- Biomass conversion, bioethanol production, and biodiesel synthesis.
- Technologies:
- Algae cultivation for biofuels.
- Waste-to-energy systems.
Cutting-edge research from organizations like NREL is driving scalable bioenergy technologies that could displace fossil fuels in aviation and shipping—key sectors that are hard to decarbonize using electricity alone.
Water and Wastewater Treatment
Chemical process engineers are tackling the global challenge of clean water through advanced treatment technologies. Processes such as ultrafiltration, reverse osmosis, electrodialysis, and ion exchange are used in industrial and municipal water treatment. Engineers also implement sludge treatment, nutrient recovery, and brine management to minimize environmental impact.
- Processes:
- Desalination, filtration, and chemical treatment.
- Technologies:
- Membrane technology and advanced oxidation processes.
As part of smart cities and sustainable infrastructure planning, engineers are integrating AI-driven process controls, real-time water quality sensors, and closed-loop recycling systems into modern water grids—improving resilience and reducing costs.
Emerging Technologies in Chemical Process Engineering
Process Intensification
Process intensification encompasses strategies and technologies designed to make chemical manufacturing more compact, efficient, and sustainable. This means achieving higher conversion rates, better energy usage, and smaller equipment footprints.
- Microreactors: Tiny, highly controlled reactor systems that improve heat and mass transfer, enabling safer and faster reactions. Ideal for pharmaceutical synthesis and specialty chemicals.
- Reactive Distillation: Combining chemical reaction with separation processes (like distillation) in a single unit to reduce energy use and equipment counts.
Other intensification techniques include rotating packed beds, oscillatory reactors, and hybrid systems. These methods significantly reduce plant size and streamline production flows, improving cost-effectiveness and environmental impact.
Digitalization and Industry 4.0
The integration of IoT sensors, cloud analytics, and digital twins is transforming factories into smart, self-optimizing systems.
- Real-Time Monitoring & Predictive Maintenance: Advanced sensor networks and AI algorithms predict equipment issues before they occur, reducing downtime significantly.
- Digital Twins: Virtual replicas of physical process units that allow engineers to simulate changes in feedstock, operating conditions, or maintenance schedules before implementation.
These innovations allow remote monitoring and control and support industry-wide movements toward Industrial IoT adoption, reducing human error and improving productivity.
Green and Sustainable Engineering
Sustainability is reshaping how chemical plants are designed with a triple bottom line mentality—planet, people, and profit.
- Renewable Feedstocks: Advanced processes now convert bio-based materials, CO₂, and even captured methane into chemicals and fuels.
- Zero-Waste Manufacturing: Circular models that reuse process water, recycle solvents, and valorize by-products (e.g., using lignin as a fuel in biorefineries).
Energy integration, biomass utilization, and waste elimination are central to green plant design and life-cycle analysis—key to meeting sustainability goals.
Advanced Catalysis
Catalysis remains at the heart of chemical manufacturing. Emerging trends include radical improvements in efficiency, selectivity, and robustness.
- Nanocatalysts: Ultrafine metal particles or structured supports greatly increase the available surface area, enhancing activity and reducing precious metal usage.
- Biomimetic Catalysts: Inspired by natural enzymes, these catalysts bring high specificity and energy efficiency to industrial reactions.
For example, enzymatic-like catalysts are now used in green oxidations and polymerization processes, while solid-supported catalysts enable easier separation and recycling.
Modular and Distributed Manufacturing
As an extension of intensification, modular chemical plants consist of standardized units that can be rapidly deployed and scaled.
- Portable chemical modules that produce fertilizers, biofuels, or pharmaceutical precursors on-site or in remote locations.
- Distributed production helps lower transport emissions and supports local economies through small-scale, agile facilities.
This approach mirrors principles from the Hydrogen & Fuel Cell Technologies Office, where micro-scale production aligns with renewable decentralization strategies.
Challenges in Chemical Process Engineering
Process Scale-Up:
- Translating lab-scale processes to industrial production while maintaining efficiency and safety is a major challenge in chemical engineering. Small-scale reactions in the laboratory often operate under ideal conditions, with precise temperature control, mixing rates, and pressure parameters. However, scaling these processes up to commercial levels introduces complexities such as heat transfer inefficiencies, unexpected reaction kinetics, and flow dynamics that can result in suboptimal yields or hazardous conditions. Engineers must simulate these conditions using pilot plants and advanced modeling tools to bridge the gap between research and manufacturing. Tools such as computational fluid dynamics (CFD) and digital twins are increasingly being used to predict performance at scale.
Environmental Regulations:
- In response to the rising threat of climate change and environmental degradation, chemical plants are subject to increasingly strict environmental regulations. These include rules regarding air and water pollution, hazardous waste management, and greenhouse gas emissions. Meeting these requirements often requires significant investment in pollution control technologies, emissions monitoring systems, and environmentally friendly feedstocks. Regulatory compliance not only affects process design but also impacts the economic feasibility of a project. For example, the transition to low-sulfur fuels and zero-discharge facilities is pushing the industry toward innovation in process redesign and resource recovery. Many companies consult regulatory guidance from organizations such as the U.S. Environmental Protection Agency (EPA) to ensure compliance during all phases of design and operation.
Energy Efficiency:
- Energy-intensive sectors like petrochemicals, metals, and cement rely heavily on thermal and electrical energy, often derived from fossil fuels. Enhancing energy efficiency is not only vital for cost savings but also for reducing carbon footprints. One common strategy is the integration of waste heat recovery systems, which capture and reuse heat from exothermic processes. Another is the adoption of advanced control systems and real-time monitoring technologies that adjust operating parameters for optimal performance. For example, AI-enabled control platforms are now being used to automate energy optimization across distributed process units. Energy-efficient technologies, including membrane separations and low-temperature catalysis, are increasingly being funded by programs such as the U.S. DOE Advanced Manufacturing Office.
Resource Optimization:
- Modern chemical process engineering places great emphasis on minimizing raw material consumption, reducing waste generation, and improving atom economy. This not only leads to more sustainable operations but also enhances economic viability by reducing feedstock and disposal costs. Process integration techniques, such as pinch analysis and life cycle assessment (LCA), help identify opportunities for resource efficiency throughout the value chain. Furthermore, circular economy strategies such as material recovery, upcycling of by-products, and real-time tracking of input-output flows are now being built into plant designs. Engineers are also exploring alternative solvents and catalysts that reduce environmental burden and enhance conversion efficiency. As industries strive to close the loop on material use, these optimization efforts will become a hallmark of next-generation process plants.
Future Directions in Chemical Process Engineering
Circular Economy Integration:
- Designing processes that promote waste reuse and recycling is becoming a central pillar of future chemical manufacturing. Engineers are shifting away from traditional linear models—where raw materials are transformed into products and waste is discarded—toward circular systems that recover, regenerate, and reintegrate resources at every stage. This includes recovering heat, separating reusable solvents, and converting waste streams into feedstocks. For instance, plastics derived from consumer waste are now being chemically depolymerized and repurposed for new production cycles. A key aspect is the design of circular chemical plants that operate with minimal environmental impact while achieving economic viability.
Carbon Capture and Utilization (CCU):
- Carbon Capture and Utilization (CCU) technologies represent a major step toward decarbonizing the chemical sector. Instead of merely capturing carbon dioxide and storing it underground, CCU enables the transformation of CO₂ into commercially useful products such as synthetic fuels, urea, and construction materials. Recent developments include catalytic processes for converting CO₂ into methanol and electrochemical reduction techniques driven by renewable energy. The integration of CCU into existing chemical plants requires innovations in reactor design, gas separation technologies, and lifecycle carbon assessments. Organizations such as the Global CCS Institute are actively promoting the scale-up of these technologies through pilot projects and policy frameworks.
Artificial Intelligence (AI) in Process Optimization:
- The role of Artificial Intelligence (AI) in chemical process engineering is rapidly expanding, enabling real-time optimization, predictive maintenance, and adaptive control of complex systems. Through machine learning algorithms and big data analytics, AI models can identify inefficiencies, predict equipment failures, and optimize reaction parameters far beyond the capabilities of traditional control systems. Digital twins, powered by AI, create virtual representations of chemical processes that continuously learn from operational data, enabling enhanced process design and scenario planning. By integrating AI with the Industrial Internet of Things (IIoT), engineers can create smart factories that are self-correcting and energy-efficient, aligning with the broader goals of Industry 4.0 transformation.
Bioprocess Engineering:
- Bioprocess engineering is playing a transformative role in shaping the future of sustainable chemical production. By leveraging microbial fermentation, enzymatic catalysis, and cell-free biosynthesis, chemical engineers can produce a wide array of chemicals—such as biofuels, pharmaceuticals, and biodegradable plastics—without relying on petroleum-based feedstocks. Advances in synthetic biology and metabolic engineering have enabled the customization of microbial pathways for high-yield and low-waste processes. As the cost of genetic sequencing and bioreactor technology continues to decline, scalable and modular bioprocessing platforms are expected to become mainstream in industrial applications. Academic and industry leaders alike are embracing bioprocess solutions to meet global sustainability targets and reduce dependency on fossil fuels.
Why Study Chemical Process Engineering
Optimizing Industrial Processes
Chemical process engineering focuses on designing and improving manufacturing systems for chemicals and materials. Students learn how to maximize efficiency and minimize costs. This ensures products are produced safely and sustainably.
Reactor and Separation System Design
Students study how to design reactors, distillation columns, and filtration systems. They analyze heat and mass transfer to control product quality. These designs are critical to scaling up lab processes to industrial levels.
Process Control and Automation
The course introduces control systems that regulate temperature, pressure, and flow rates. Students learn how automation enhances consistency, safety, and productivity. These skills are essential in modern process industries.
Environmental and Safety Engineering
Students explore methods to reduce emissions, manage waste, and prevent accidents. They learn about safety standards and risk assessment tools. This knowledge promotes responsible and compliant engineering practices.
Career Opportunities in Manufacturing and Energy
Process engineers are in demand in petroleum, pharmaceuticals, food processing, and renewable energy. Students gain versatile skills applicable to global industries. The field offers rewarding careers with a strong impact on society.
Chemical Process Engineering: Conclusion
Chemical Process Engineering stands as a pivotal discipline within the broader field of engineering, orchestrating the transformation of raw materials into high-value products that underpin nearly every sector—from pharmaceuticals and petrochemicals to food, energy, and advanced materials. At its core, this discipline leverages principles of thermodynamics, fluid mechanics, kinetics, and mass transfer to design, analyze, and improve industrial-scale chemical processes. What once was seen as merely the optimization of factory operations has now evolved into a dynamic, interdisciplinary practice driving global innovation and sustainability.
Modern chemical process engineers are expected to operate at the intersection of efficiency, economics, and environmental responsibility. Through the integration of advanced modeling software, process simulation tools, and real-time monitoring systems, engineers can forecast and fine-tune production outcomes with remarkable accuracy. Concepts such as digital twins, which create virtual replicas of chemical plants, are enabling engineers to predict system behavior and implement preemptive adjustments without halting operations. This not only enhances safety but significantly reduces waste and unplanned downtime.
Sustainability has become a central pillar of chemical process engineering. Engineers are now tasked with minimizing energy consumption, reducing greenhouse gas emissions, and improving resource circularity. By adopting frameworks from sustainable process design, such as green chemistry and lifecycle assessment, the field has shifted from merely complying with regulations to proactively driving ecological stewardship. New plant designs focus on closed-loop systems, solvent recovery, and valorization of waste streams into usable products, redefining what it means to be “efficient” in a climate-conscious era.
Equally important is the integration of smart manufacturing technologies, including sensors, automation, and artificial intelligence. These innovations enable data-driven decisions, reduce human error, and allow for adaptive process control in highly variable production environments. Engineers today must collaborate with data scientists and systems engineers to implement predictive maintenance, optimize batch scheduling, and reduce operational risk in complex chemical facilities.
As industry continues to transition towards cleaner energy and carbon-neutral operations, chemical process engineers will play a leading role in scaling up hydrogen production, integrating carbon capture technologies, and developing bio-based alternatives to petroleum-derived chemicals. Their expertise will also be critical in the design of modular and decentralized production units, which offer flexibility for localized manufacturing and rapid deployment in developing regions.
Looking ahead, the future of chemical process engineering lies in continuous innovation, interdisciplinary collaboration, and a relentless focus on sustainability and resilience. As engineers design the processes that shape global supply chains and daily life, they will not only deliver efficiency and profitability but also help redefine the industrial landscape in alignment with environmental, societal, and technological goals.
Chemical Process Engineering – Frequently Asked Questions (FAQ)
1. How is chemical process engineering different from chemical engineering as a whole?
Chemical engineering covers many areas, including materials, environmental systems and product design. Chemical process engineering zooms in on the process route itself: how raw materials flow through reactors, separators and heat exchangers, and how the overall system is designed, controlled and optimised to produce valuable products safely and efficiently.
2. What exactly are “unit operations” and why do they matter?
Unit operations are the basic building blocks of processes, such as distillation, absorption, drying, filtration and heat exchange. By mastering these standard steps, engineers can assemble and analyse complex flowsheets in a modular way and reuse knowledge across very different industries and products.
3. Why is process design such a critical step before building a plant?
Good process design turns a concept into a detailed flowsheet and equipment specification that can actually be built and operated. It determines material and energy usage, safety features, environmental impact and long-term profitability, so decisions made at this stage have consequences throughout the plant’s lifetime.
4. What benefits does process simulation bring to students and practising engineers?
Process simulation lets you experiment virtually with different flowsheets and operating conditions before spending money on hardware. You can test “what if” scenarios, identify bottlenecks, estimate energy demands and study how changes affect product quality, all within a computer model.
5. How do process engineers design with environmental sustainability in mind?
They look for ways to reduce energy use, recover heat, recycle materials and avoid hazardous substances. Techniques such as pinch analysis, life-cycle thinking and green chemistry help them choose cleaner routes, minimise waste and make more efficient use of water, energy and raw materials.
6. What is process control, and how does it show up in everyday plant operation?
Process control is the system of sensors, controllers and final elements (like valves) that keeps the plant operating at its target conditions. It adjusts flows, temperatures and pressures in real time so that products remain on specification, equipment stays within safe limits and the process responds smoothly to disturbances.
7. What does “process integration” mean in practical terms?
Process integration means looking at the whole plant rather than each unit in isolation. In practice, it may involve reusing waste heat from one unit to supply another, recycling intermediate streams, or rearranging the flowsheet so that energy and materials are used more than once before leaving the system.
8. Why is scaling up from a lab experiment to a full-scale plant so challenging?
At large scale, mixing patterns, heat transfer and flow behaviour can be very different from those in a small lab reactor. Reaction selectivity may change, hot spots may appear, and control becomes more complex. Engineers must redesign equipment and operating strategies to reproduce desirable behaviour safely and economically.
9. How are modern computational and data tools changing process engineering?
Today, engineers use powerful simulation software, optimisation algorithms and plant data analytics to refine designs and operations. Digital twins and advanced control strategies make it possible to predict how a plant will respond, test changes virtually and continuously improve performance over time.
10. Why are safety considerations emphasised so strongly in this discipline?
Chemical processes often involve high pressures, high temperatures and hazardous substances. A poorly designed or poorly controlled process can lead to toxic releases, fires or explosions. Safety thinking is therefore built into every stage—from initial concept and design through to operation, maintenance and eventual decommissioning.
Chemical Process Engineering: Review Questions and Answers
These review questions help you connect the core ideas of chemical process engineering – unit operations, design, simulation, control and scale-up – with real industrial practice. Use them to check your understanding of how raw materials are transformed into products through safe, efficient and sustainable processes.
-
What is chemical process engineering, and how does it differ from broader chemical engineering?
Answer: Chemical process engineering is the branch of chemical engineering that focuses specifically on how processes are structured, designed, operated and improved to convert raw materials into valuable products. It concentrates on flowsheets, unit operations, material and energy balances, control and optimisation. Broader chemical engineering includes these topics but also covers areas such as materials development, product design and environmental systems that may sit outside the core process route. -
What are unit operations in chemical process engineering, and why are they so important?
Answer: Unit operations are the fundamental steps that make up a process, each representing a physical or chemical transformation such as distillation, absorption, filtration, evaporation, heat exchange or mixing. They are important because they provide a common language and toolkit: by understanding the behaviour of individual unit operations, engineers can design complex processes by combining these standard building blocks in different ways. -
How does process design contribute to the efficiency and safety of chemical manufacturing?
Answer: Process design turns a conceptual idea into a detailed flowsheet and equipment specification. It involves selecting unit operations, sizing equipment, setting operating conditions and identifying safety and environmental controls. Good design improves efficiency by reducing energy use and raw material consumption, and enhances safety by anticipating hazards, providing protective layers and ensuring that the process can be started up, operated and shut down in a controlled manner. -
What role does process simulation play in chemical process engineering?
Answer: Process simulation uses computer models to represent reactors, separators and other units, allowing engineers to calculate material and energy balances and predict process behaviour under different conditions. It helps identify bottlenecks, explore alternative flowsheets, test sensitivity to design choices and evaluate the impact of changes before any hardware is built or modified. This saves time and resources and supports better decision-making. -
How do chemical process engineers incorporate environmental sustainability into process design?
Answer: Chemical process engineers promote sustainability by designing flowsheets that minimise waste, reduce energy demand and use safer, more renewable raw materials where possible. They apply process integration to recover heat, implement recycling loops for solvents and intermediates, and adopt green chemistry principles to avoid hazardous substances. Life-cycle thinking helps them assess and reduce environmental impacts across the whole process. -
What is process control, and why is it vital in chemical process engineering?
Answer: Process control involves measuring key variables—such as temperature, pressure, composition and flow rate—and adjusting manipulated variables, typically through automated control systems, to keep the process within its desired operating window. It is vital because it stabilises product quality, maximises efficiency and helps prevent unsafe deviations. Without effective control, even a well-designed process can become unstable, inefficient or hazardous. -
Can you explain the concept of process integration and its benefits for chemical processes?
Answer: Process integration is a holistic approach that considers how all units in a plant interact, rather than optimising each unit in isolation. It emphasises energy and resource links between sections of the plant, such as using waste heat from one unit to supply another or recycling intermediate streams. Benefits include reduced energy consumption, lower utility costs, decreased emissions and more compact, efficient plant designs. -
What are some common challenges faced in scaling up chemical processes from the laboratory to industrial scale?
Answer: When scaling up, engineers must maintain product quality and reaction selectivity while dealing with very different mixing, heat transfer and flow regimes. Equipment may not behave as idealised models suggest, and safety margins must be reconsidered. Issues such as hot spots, incomplete mixing, fouling and control difficulties can appear at larger scales. Addressing these challenges requires careful pilot testing, robust modelling and thoughtful equipment and control design. -
How do advancements in computational tools impact chemical process engineering practice?
Answer: Modern computational tools provide more accurate simulations, advanced optimisation and powerful data analytics. Engineers can explore many design options, fit kinetic and thermodynamic models to plant data, and develop digital twins that mirror real plant behaviour. These tools support better process designs, more responsive control strategies and continuous improvement throughout the plant’s life cycle. -
Why are safety considerations so significant in chemical process engineering?
Answer: Chemical processes often handle flammable, toxic or reactive substances under demanding conditions. Safety considerations ensure that hazards are identified, risks are assessed and layers of protection—such as relief systems, interlocks, alarms and safe operating procedures—are built into the design and operation. Prioritising safety protects workers, surrounding communities and the environment, and it is a non-negotiable aspect of responsible process engineering.
Thought-Provoking Questions and Detailed Answers on Chemical Process Engineering
How do engineers balance efficiency and safety when designing chemical processes?
- Answer: Engineers must integrate safety protocols into the process design, including pressure relief systems, emergency shutdown systems, and safe operating limits, while optimizing for efficiency. This involves trade-offs, such as sacrificing some production speed to reduce risks of overheating or runaway reactions. Process simulation tools are used to identify optimal conditions that minimize risks while maintaining productivity.
What role do energy recovery systems play in making chemical processes sustainable, and how can they be implemented effectively?
- Answer: Energy recovery systems, such as heat exchangers and waste heat boilers, capture excess energy from processes and reuse it elsewhere, reducing the need for additional energy input. Effective implementation requires identifying heat sources and sinks in the process, optimizing temperature gradients, and ensuring compatibility between systems to minimize energy losses.
Why is understanding reaction kinetics crucial in chemical process engineering, and how does it influence reactor design?
- Answer: Reaction kinetics provides insights into the speed of chemical reactions and the factors influencing it, such as temperature, pressure, and catalysts. This knowledge is essential for designing reactors that maximize yield and efficiency. For example, plug flow reactors are ideal for reactions with high temperature sensitivity, while stirred-tank reactors work well for reactions requiring uniform mixing.
What challenges arise in scaling up a chemical process from laboratory scale to industrial scale, and how can these challenges be addressed?
- Answer: Challenges include differences in heat and mass transfer, maintaining consistent reaction conditions, and ensuring safety. Scaling up requires pilot testing, computational modeling, and the use of geometric and dynamic similarity principles to predict how the process will behave at larger scales.
How can computational fluid dynamics (CFD) be used to optimize chemical processes, and what are its limitations?
- Answer: CFD models the flow of fluids within equipment, helping engineers analyze mixing, heat transfer, and reaction rates. This allows optimization of equipment design and operating conditions. However, its accuracy depends on the quality of input data and assumptions, and it may require significant computational resources.
What are the environmental implications of chemical process engineering, and how can engineers minimize negative impacts?
- Answer: Chemical processes can lead to waste generation, emissions, and resource depletion. Engineers minimize impacts by designing waste treatment systems, incorporating renewable feedstocks, and implementing closed-loop processes that recycle materials. Adopting green chemistry principles, such as using benign solvents, further reduces environmental harm.
How does process control contribute to the reliability and efficiency of chemical plants, and what technologies are commonly used?
- Answer: Process control ensures that variables like temperature, pressure, and flow remain within safe and optimal ranges. Technologies such as distributed control systems (DCS), programmable logic controllers (PLC), and advanced process control (APC) algorithms are used to monitor and adjust conditions in real-time, preventing deviations and maximizing efficiency.
Why is it important to consider the lifecycle of a chemical product when designing processes, and how does this influence decision-making?
- Answer: Considering a product’s lifecycle, from raw material extraction to disposal, helps identify opportunities for reducing environmental and economic costs. For instance, selecting recyclable materials or designing biodegradable products can reduce long-term impacts, even if they involve higher initial production costs.
How do catalysts enhance chemical processes, and what factors determine their selection and effectiveness?
- Answer: Catalysts increase reaction rates without being consumed, enabling processes to occur at lower temperatures and pressures, saving energy. Selection depends on factors like reaction type, operating conditions, and cost. Catalyst performance can be enhanced by increasing surface area, optimizing support materials, or developing biocatalysts for specific reactions.
What ethical considerations must chemical process engineers address in their work, and how can these shape process design?
- Answer: Ethical considerations include ensuring worker safety, minimizing environmental impact, and avoiding processes that produce harmful by-products. Engineers must comply with regulations, prioritize sustainability, and consider societal needs, such as ensuring access to affordable and safe products, when designing processes.
What strategies can engineers use to design flexible chemical processes that can adapt to changing market demands or feedstock availability?
- Answer: Flexible processes are designed with modular equipment, adjustable operating parameters, and multi-purpose reactors that can handle a variety of reactions. Engineers also incorporate real-time monitoring systems to quickly switch between different product outputs or raw materials without significant downtime or reconfiguration.
How can advances in artificial intelligence and machine learning revolutionize chemical process engineering?
- Answer: AI and machine learning can analyze vast amounts of process data to identify patterns, optimize operations, and predict equipment failures. They enable real-time decision-making and process adjustments, reducing energy use, waste, and costs. For example, predictive maintenance algorithms can anticipate equipment issues, preventing costly downtime and ensuring continuous operation.
These questions aim to inspire deeper exploration and critical thinking, fostering a better understanding of chemical process engineering and its interdisciplinary applications.